![]() 5.4 仿線插值功能
5.4 仿線插值功能
CNC 程式決定了刀具加工運動的路徑,要求 CNC 控制器完全按照程式的路徑來進行。G01 指令指定用直線的路徑,仿線插值功能啟動後允許 INCON-M86R 控制器執行 G01 指令時,使用曲線在點與點之間進行或指定的路徑誤差來進行路徑。
仿線插值的目的在於加快程式的執行速度,或是使運動較為平順,或是使用曲線來連接路徑點,但因路徑不是原本的直線路徑,因此使用者必須了解仿線插值的作用,來決定是否啟動或設定誤差的大小。
仿線插值適用在連續的 G01 指令,若中間有其它指令則無效果,例如中間有 M 碼或 G11.60 模式。因此仿線插值適合較粗有夾角的程式。
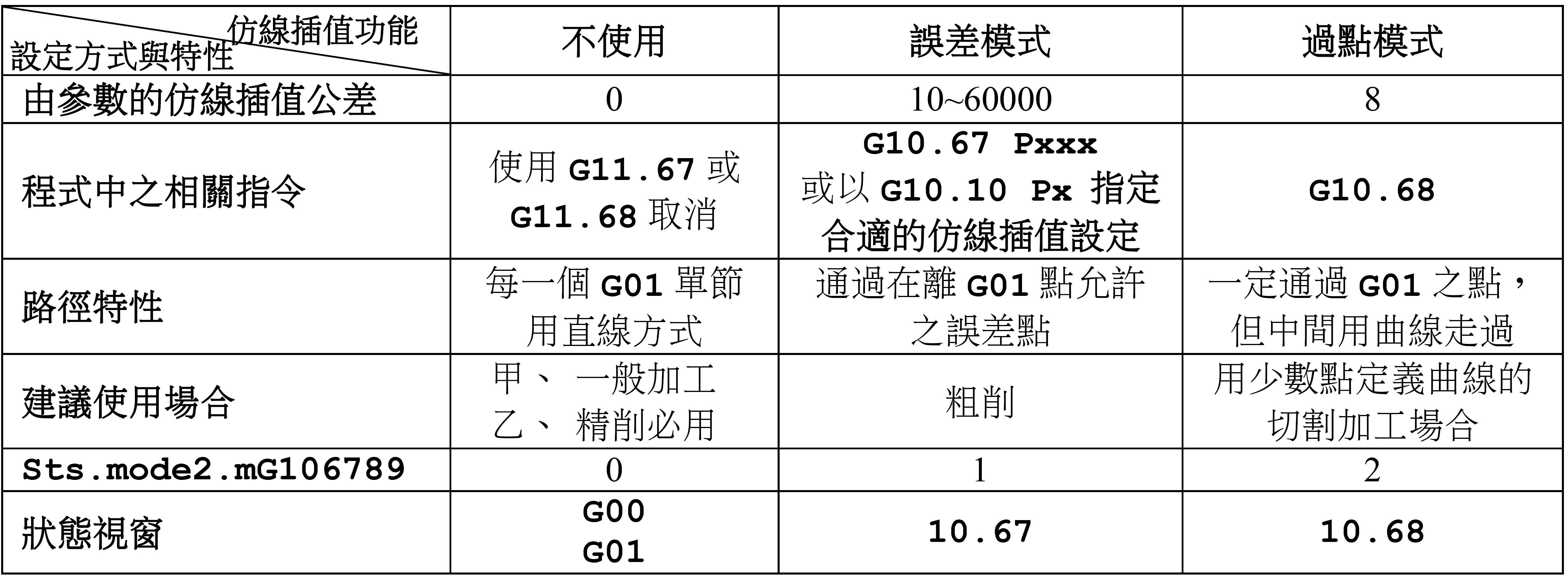
INCON-M86R 提供兩種仿線插值,第一種是誤差模式,由使用者指定路徑誤差來進行路徑,第二種是過點模式,指定路徑必須經過 G01 的位置點,但點與點之間允許用曲線的方式路徑,此曲線由 INCON-M86R 決定。
使用者可透過兩種方式設定仿線插值的模式與誤差,裝機者與使用者視加工需求使用。
- 第一種:由機械參數中 "高速高精模式" 設定 "仿公差",以 G10.10 Px 選擇適合的高速高精模式的組數,不同的組其仿線插值設定值不同。
- 第二種:於程式中使用 G10.67 Pxxx,來啟動誤差模式仿線插值,xxx 係用來指定誤差值。用 G10.67 P0 或 G11.67 來停止作動仿線插值。程式中使用 G10.68 來啟動過點模式仿線插值,用 G11.68 來取消。
仿線插值公差的設定
(1) |
此值設定仿線插值的公差,其單位為 um,範圍從 0 或 8 或 10~60000。 |
(2) |
當公差值設定為 0 時,表示不啟動仿線插值,當此值為 8 時,指定使用過點模式仿線插值。其餘 10~60000 指定使用誤差模式仿線插值。 |
誤差模式仿線插值
(1) |
當誤差模式仿線插值啟動時,控制器內部用近似的曲線替代直線,達到較平順的運動,但路徑與原直線運動之路徑會形成誤差,此誤差不超過此設定公差值。 |
(2) |
建議使用者在粗削或確知誤差範圍在允許範圍中的條件下使用仿線插值。若不確定欲使用的誤差值,則可用 100 開始測試,再視加工結果增加或減少。 |
過點模式仿線插值
(1) |
當過點模式仿線插值啟動時,INCON-M86R 使用適當的曲線連接程式的 G01 點。 |
(2) |
過點模式適用於切割加工形式的程式應用,由有限的點來定義曲線,使用者可以增加點來近似要加工的曲線。 |
仿線插值狀態表示
PLC 訊號 Sts.mode2.mG106789 之值為 0 時,表示不使用仿線插值,當此值為 1 時,表示使用誤差模式仿線插值,當此值為 2 時,表示使用過點模式仿線插值。
當仿線插值正在作動時,狀態視窗中的 G00 將會切換顯示 10.67 或 G10.68,此時狀態視窗中的 TP 值會閃動,代表插值的子工序數字。
仿線插值總結
以下為範例程式與路徑圖:
(1)範例程式
%
G11.67 ;取消仿線插值
M97 P0001
G10.67 P700 ;啟動誤差模式仿線插值,誤差 700
M97 P0001
G10.68 ;啟動過點模式仿線插值
M97 P0001
M30
O0001
G90 G54
G00 X0 Y0
G01 X10. F1000
Y10.
X0
Y0
M99
(2)路徑圖
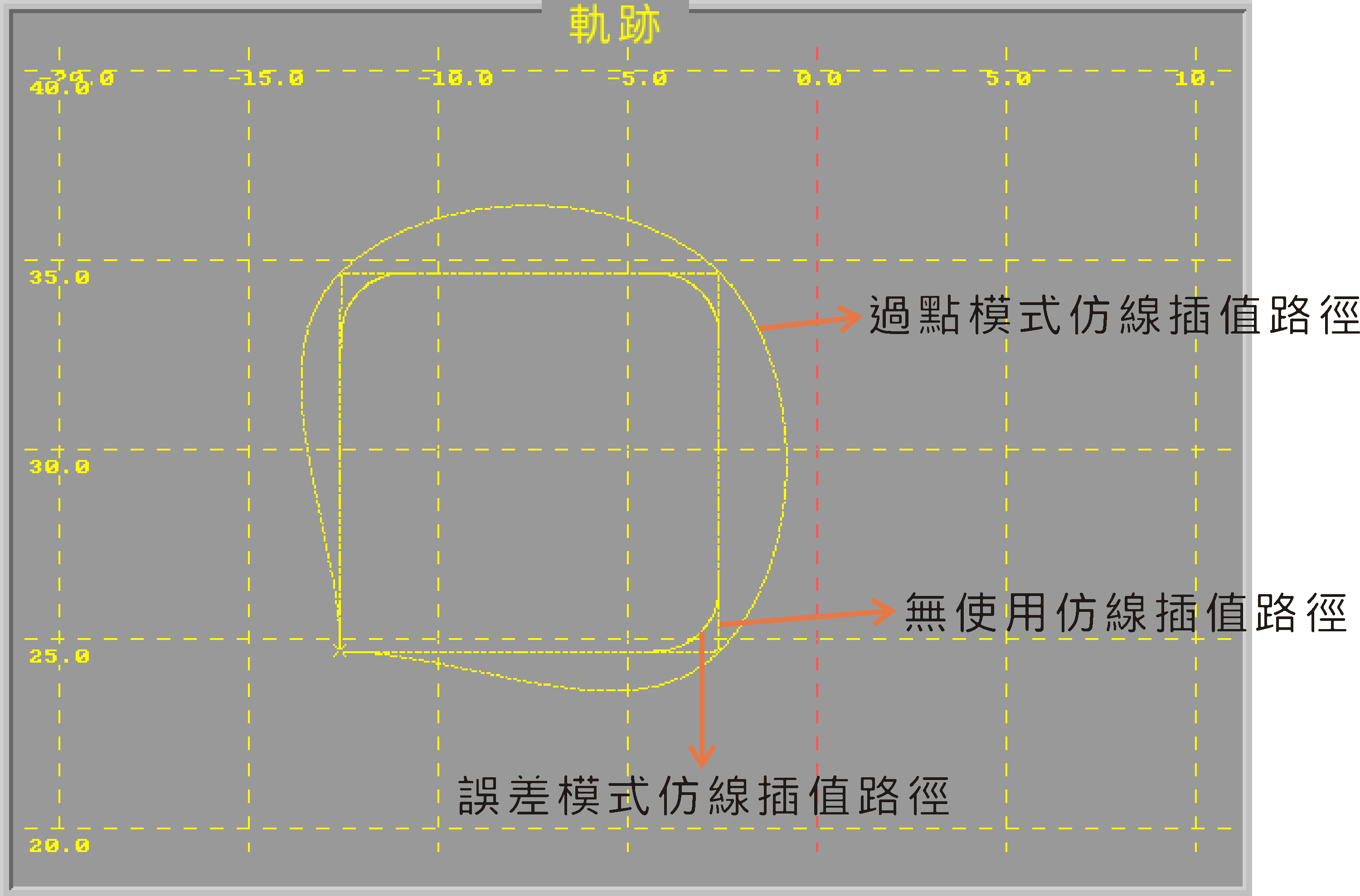
仿線插值路徑示意圖
註. 機械參數設定的相關說明,詳請參照 INCON-M84/M86/M86R 接機說明。