![]() 3.5.14 五軸屬性
3.5.14 五軸屬性
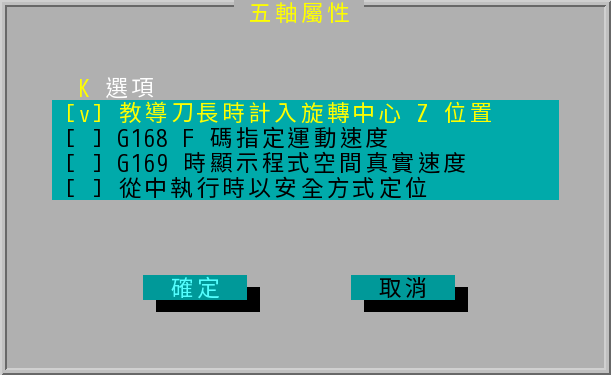
"五軸屬性" 對話盒
選項
[ ] 教導刀長時計入旋轉中心 Z 位置:
原先於開啟 "參數→刀具補償表" 對話盒時,如按下 F4 教導刀長,控制器會自動將 Z 軸之機械位置值填入長度補償欄位中。如勾選此項,則在開啟 "刀具補償表" 對話盒後,按下 F4 教導刀長,控制器將會自動將 Z 軸之機械位置值減去機械參數中 "五軸旋轉機構" 對話盒之旋轉軸參考面 Z 位置欄位設定值後,再填入長度補償欄位中。
勾選此項後,於使用 G37 自動刀長量測指令時,經計算後所填入之刀長補正值亦會減去機械參數中 "五軸旋轉機構" 對話盒之旋轉軸參考面 Z 位置欄位設定值後,再填入 "刀具補償表" 對話盒之長度補償欄位中。
[ ] G168 F 碼指定運動速度:
原在 G168 模式下,程式中指定之 F 值為刀尖點於程式空間之速度。如勾選此項,則在 G168 模式下,程式中指定之 F 值為運動空間速度。此選項勾選後,於狀態視窗顯示之 F 值亦會自動轉為顯示運動空間速度。
[ ] G169 時顯示程式空間真實速度:
如勾選此項,則狀態視窗所顯示之真實速度 F_ 在 G169 模式下,將不顯示運動空間之真實速度,而是顯示程式空間的速度。PLC 所看到之 sts.realVSpeed 訊號值也是程式空間之速度。若是程式之單節有移動 B 軸與 C 軸,則這些單節必須在小線段之單節下,這個速度的值才會較正確。
註. PLC 訊號相關說明請參照 INCON-M84/M86/M86R PLC 編程說明。
[ ] 從中執行時以安全方式定位:
如勾選此項,表示在從中執行時之起始行為 G158 或 G168 之狀態時,從中執行的第一個定位動作會以下列的安全方式來定位:
1. 將刀具沿法線方式向上抽起至單軸之極限。
2. 將旋轉軸旋轉至從中執行之目標位置角度。
3. 將 X、Y、Z 移至目標行之法線上方位置。
4. 移動 X、Y、Z,直線沿法線方向位移至目標位置。
請注意:此功能需配合 X、Y、Z 軸之軟體極限,若無設定軟體極限,則此功能無效。
註. 此功能自系統版本 5.06E 起適用。
- 五軸加工相關 G 碼
G 碼 |
格式 |
功能 |
G168 |
G168 |
RTCP 開啟 |
G169 |
G169 |
RTCP 關閉 |
G178 |
G178 |
G00 RTCP 開啟 |
G179 |
G179 |
G00 RTCP 關閉 |
G158 |
G158 L_ P_ Q_ R_ X_ Y_ Z_ A_ B_ C_ U_ V_ W_ |
傾斜面加工 |
G128 |
G128 Q_ R_ |
刀具抽取指令 |
特殊 M 碼(M300~M399)不影響連續運動功能
INCON-M86R 系統提供,使用特殊 M 碼可使程式在執行時不會因為執行到 M 碼而造成運動停止,使軸向運動平順。
特殊 M 碼的範圍在 M300~M399,可以在 PLC_HSK.H 中找到定義。在 PLC 中必須立即給出 Finish 信號,讓 M 碼與 S 碼立即結束。特殊 M 碼必須跟在 G01 之後,若特殊 M 碼在單獨一行單節時,則與一般 M 碼相同。
程式範例:
…
G01 X25.F4000 M399 S5000
G01 X50.F4000
G01 Y25.F4000 M399 S4000