4.5.4.2 G02/G03 格式
格式 |
2D(圓弧或圓) |
3D(螺線) |
半徑格式 |
G17 G02(G03) X_Y_R_F_; G18 G02(G03) X_Z_R_F_; G19 G02(G03) Y_Z_R_F_; |
G17 G02(G03) X_Y_R_Z_F_; G18 G02(G03) X_Z_R_Y_F_; G19 G02(G03) Y_Z_R_X_F_; |
圓心格式 |
G17 G02(G03) X_Y_I_J_F_; G18 G02(G03) X_Z_I_K_F_; G19 G02(G03) Y_Z_J_K_F_; |
G17 G02(G03) X_Y_I_J_Z_F_; G18 G02(G03) X_Z_I_K_Y_F_; G19 G02(G03) Y_Z_J_K_X_F_; |
角度格式 |
G17 G02(G03) I_J_A_F_; G18 G02(G03) I_K_A_F_; G19 G02(G03) J_K_A_F_; |
G17 G02(G03) I_J_A_Z_F_; G18 G02(G03) I_K_A_Y_F_; G19 G02(G03) J_K_A_X_F_; |
於 G02/G03 指令行中加入 Z_ 及 P_ 值指定螺旋數,可執行螺旋插值。
格式 |
3D(螺旋) |
半徑格式 |
G17 G02(G03)X_Y_R_Z_P_F_; G18 G02(G03)X_Z_R_Y_P_F_; G19 G02(G03)Y_Z_R_X_P_F_; |
圓心格式 |
G17 G02(G03)X_Y_I_J_Z_P_F_; G18 G02(G03)X_Z_I_K_Y_P_F_; G19 G02(G03)Y_Z_J_K_X_P_F_; |
角度格式 |
G17 G02(G03)I_J_A_Z_P_F_; G18 G02(G03)I_K_A_Y_P_F_; G19 G02(G03)J_K_A_X_P_F_; |
1. 半徑格式
正常狀態:在圓弧插值指令中,若有 R_ 值出現,將優先被視為以此方式處理。指令中 X_Y_Z_ 是指目的地,R_ 表示半徑。當 R_ 是負值時,該圓弧將大於 180 度。
格式:G02(G03)X_Z_R_
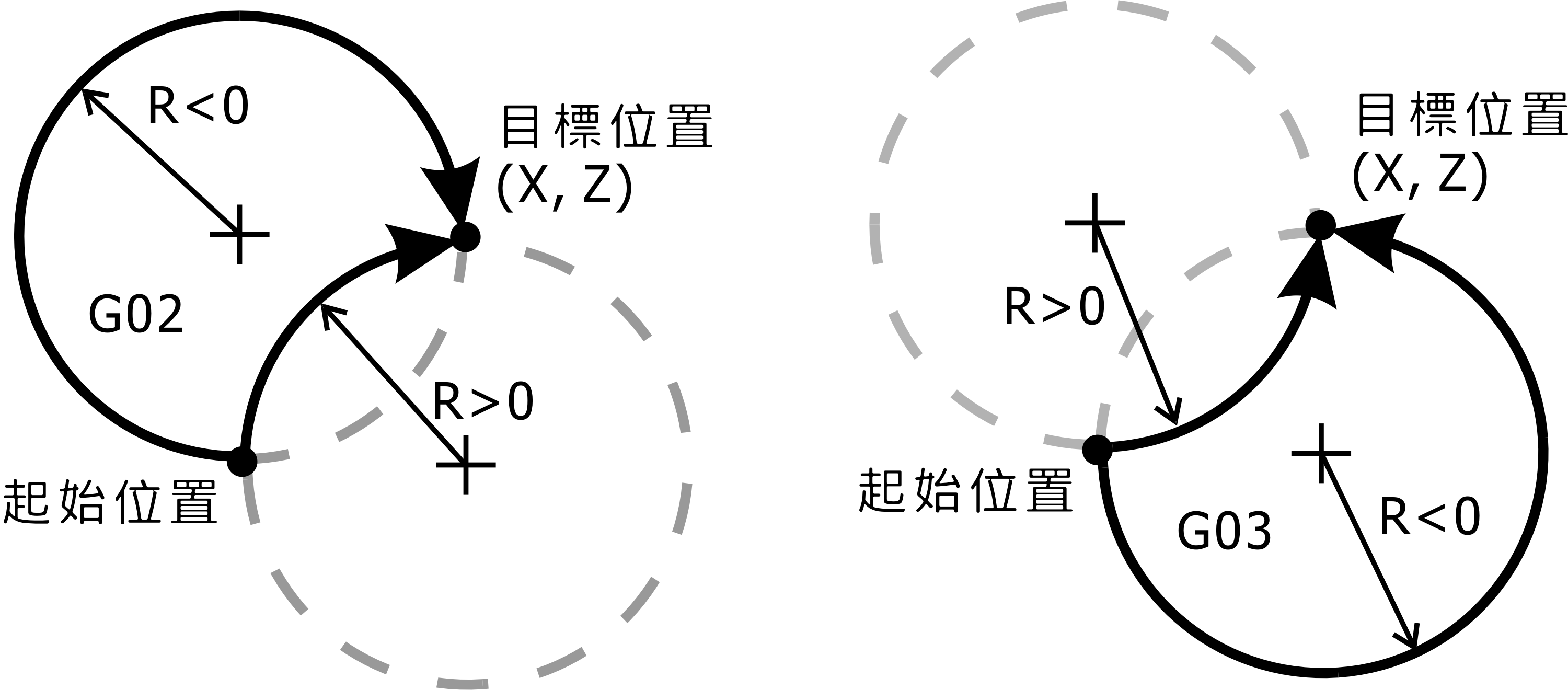
G02/G03 半徑格式:正常狀態的刀具路徑
若d > 2R:若 R_ 值小於至目的地行程的一半時,將先走以 R_ 值為半徑的半圓,然後再以直線走到目的地。而此圓弧指令模式,仍繼續保留有效。
格式:G18 G02(G03)X_Y_R_
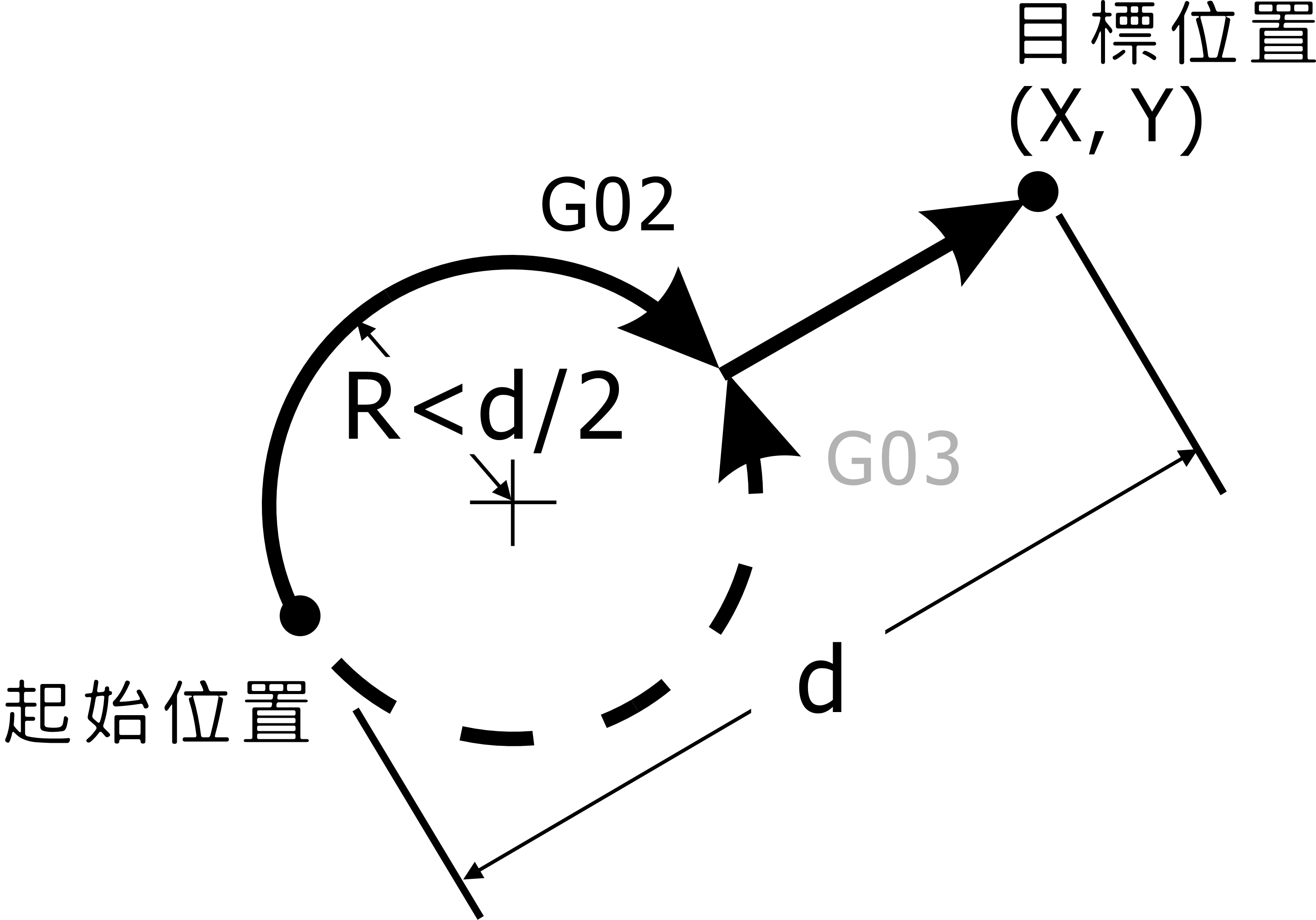
G02/G03 半徑格式:當 d>2R 時的刀具路徑
若 R = 0: 若僅給 X_Y_Z_ 而 R = 0,將以直線走到目的地。若僅給 G02/G03,其後無任何 X_Y_Z_ 或 R_ 值,將無任何動作執行。
G02/G03 半徑格式:G02(G03)X_Y_Z_R0 或 X_Y_Z_
2. 圓心格式
正常狀態:指令中 X_Y_, X_Z_, Y_Z_ 是指目的地,I_J_, I_K_, J_K_ 表示圓心相對於起始點在各軸向的距離。若以 I_J_, I_K_, J_K_ 為圓心之實際行走的圓弧,對所給的目的地 X_Y_, X_Z_, Y_Z_ 不一定會很準確地落在該圓弧上。為了使目的地 X_Y_, X_Z_, Y_Z_ 能準確地落在該圓弧上,圓弧之圓心與半徑將重新計算,新半徑 R′ 是取原圓心分別至起點與終點距離的平均值,然後自動改為 "半徑格式" 進行圓弧插值。如下圖,"e" 是目標位置和圓心間的距離。(A)是正常情況。(B)是當 e > R 時。(C)是當 e < R 時。
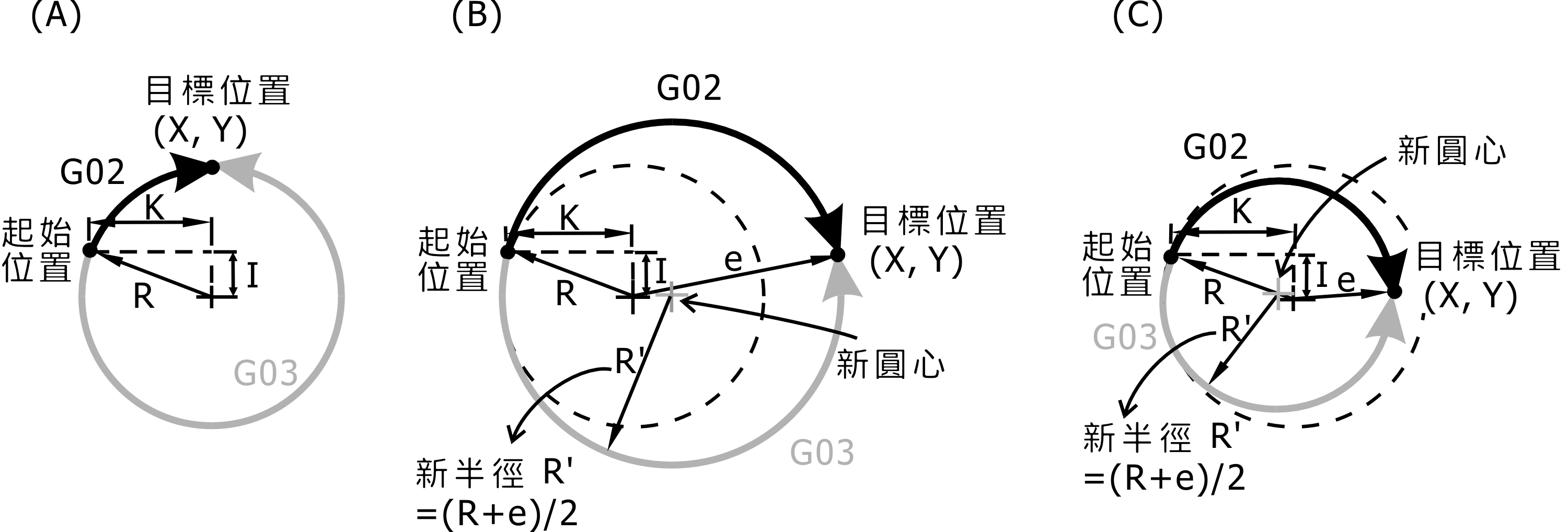
G02/G03 圓心格式
若目的地 X_Y_, X_Z_, Y_Z_ 沒給,則將以 I_J_, I_K_, J_K_ 為圓心做一全圓。若 G02/G03 指令中之起始點與終點相同時,執行全圓。
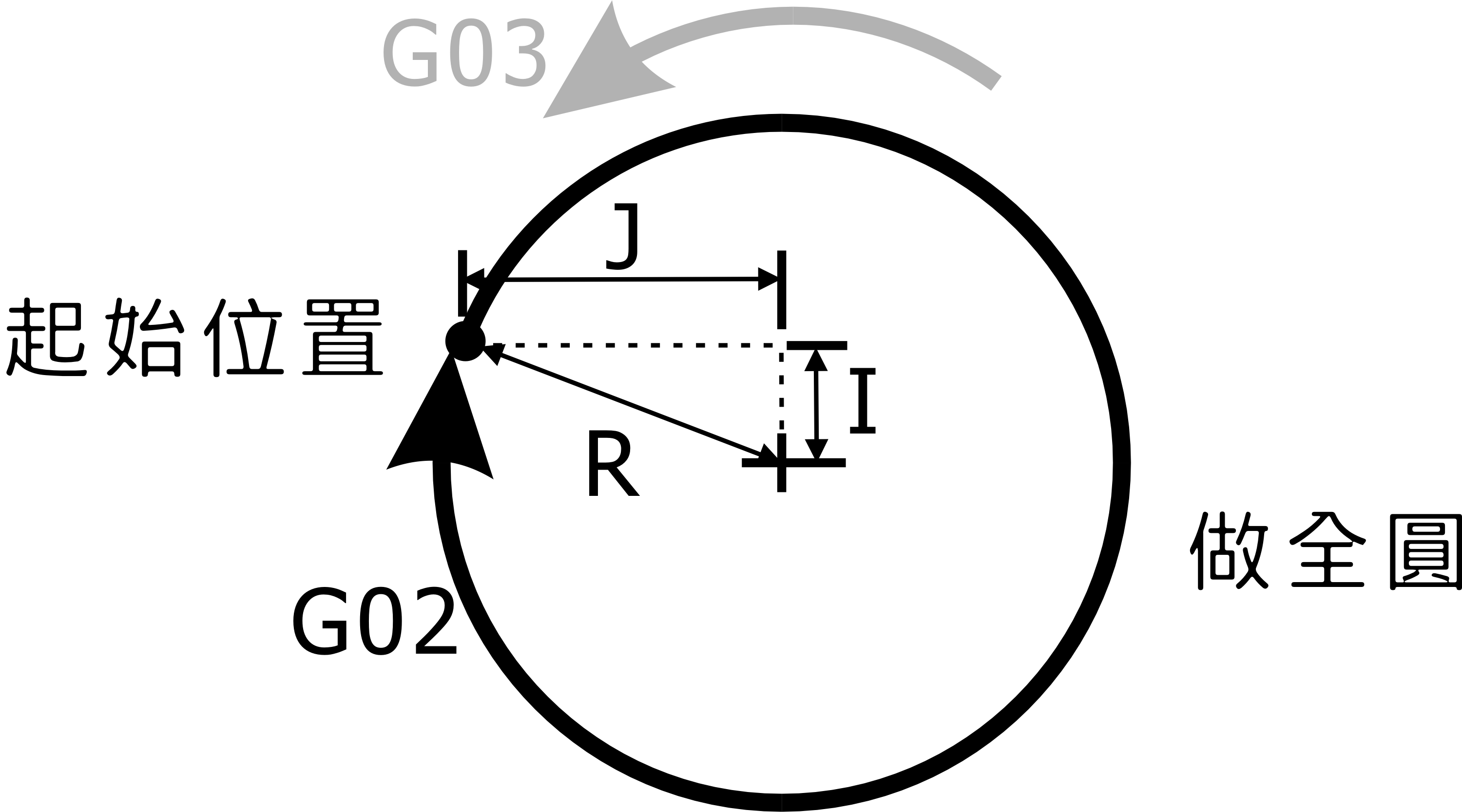
G02/G03 圓心格式:G02(G03)I_J_
若 X_Y_, X_Z_, Y_Z_ 有給而 I_J_, I_K_, J_K_ 值均為零,將以直線走到目的地。
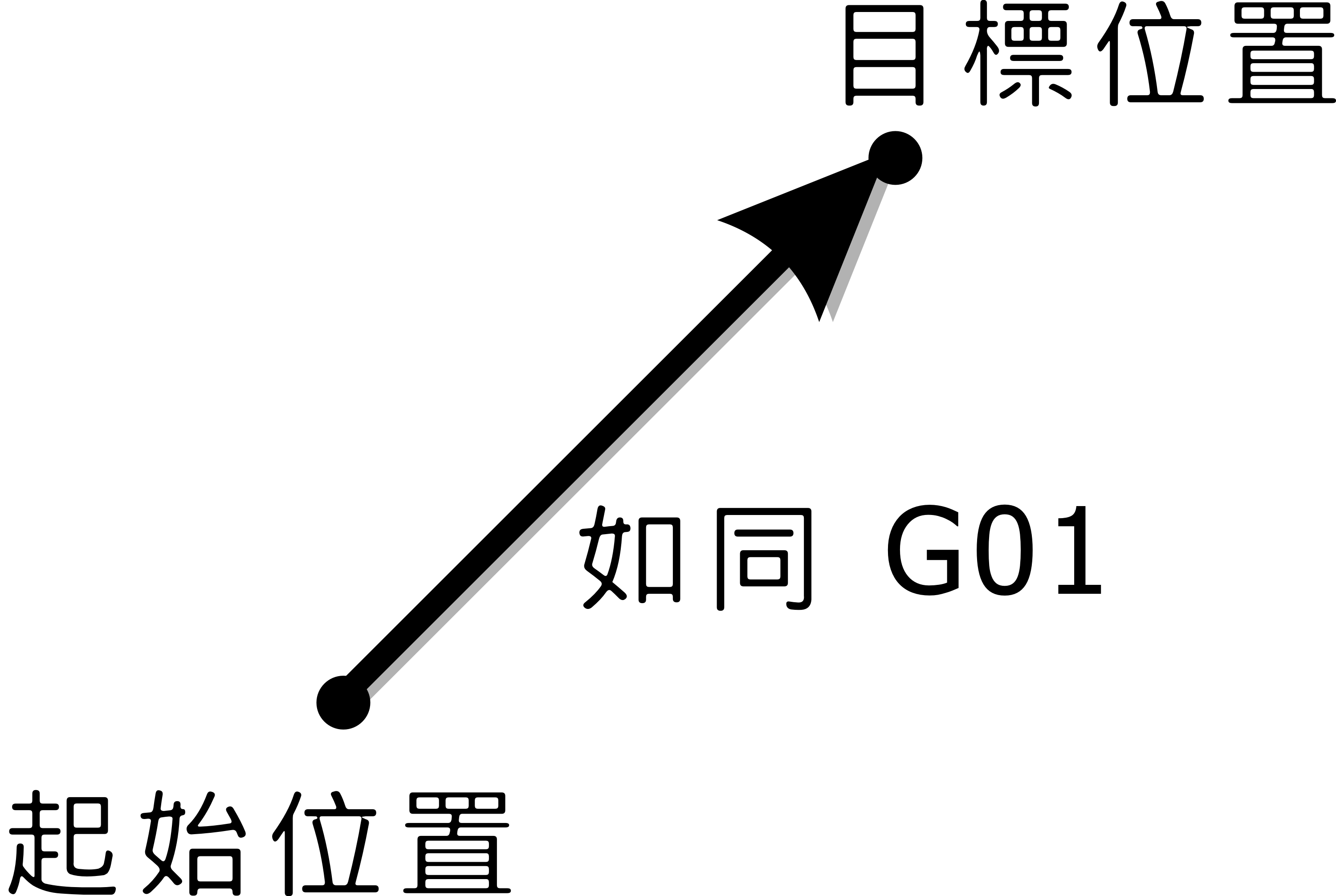
G02/G03 圓心格式:G02(G03)X_Y_I_J_, X_Z_I_K_, Y_Z_J_K_ 或 G02(G03)X_Y_, X_Z_, Y_Z_
3. 角度格式
正常狀態:當有給 A_ 值時,給予圓心, A_ 值當做角度。此角度可以是絕對座標或相對增量值。
格式:(A)G90 G02(G03)I_J_A_,(B)G91 G02(G03)I_J_A_
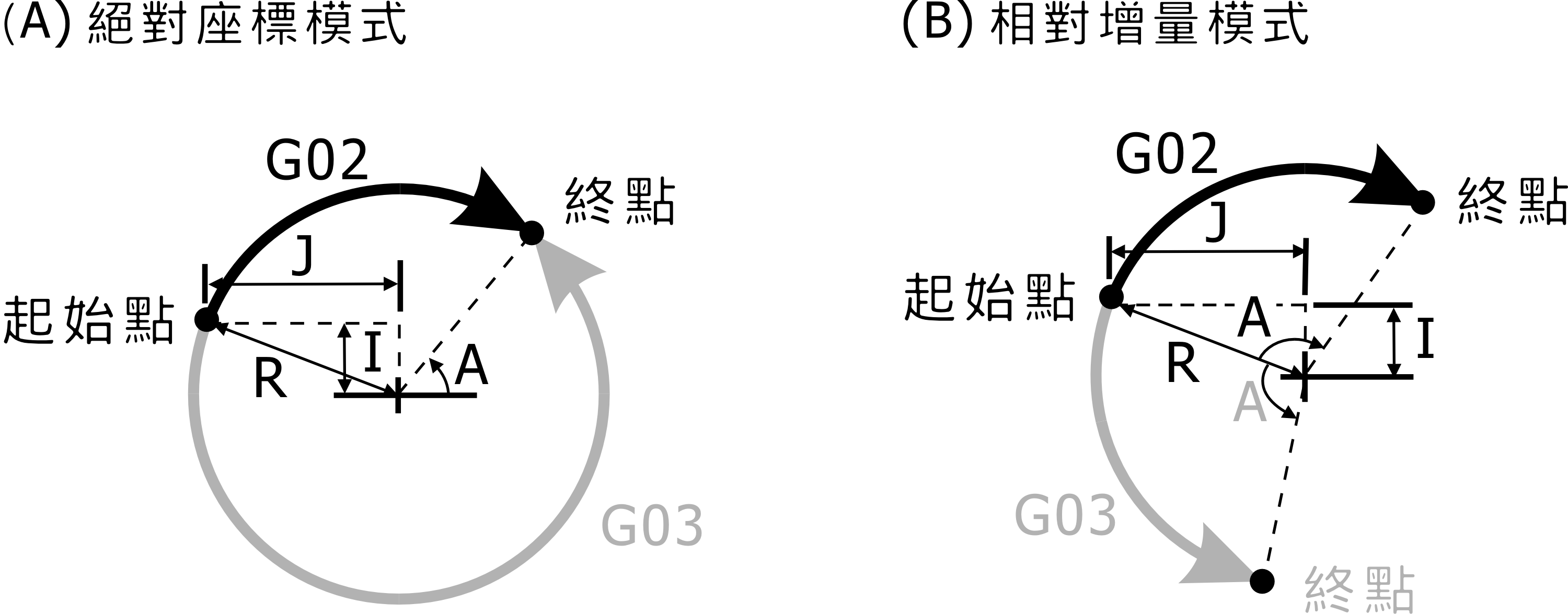
G02/G03 角度格式
在絕對座標模式下,若僅 A_ 值為零,將執行以下動作。
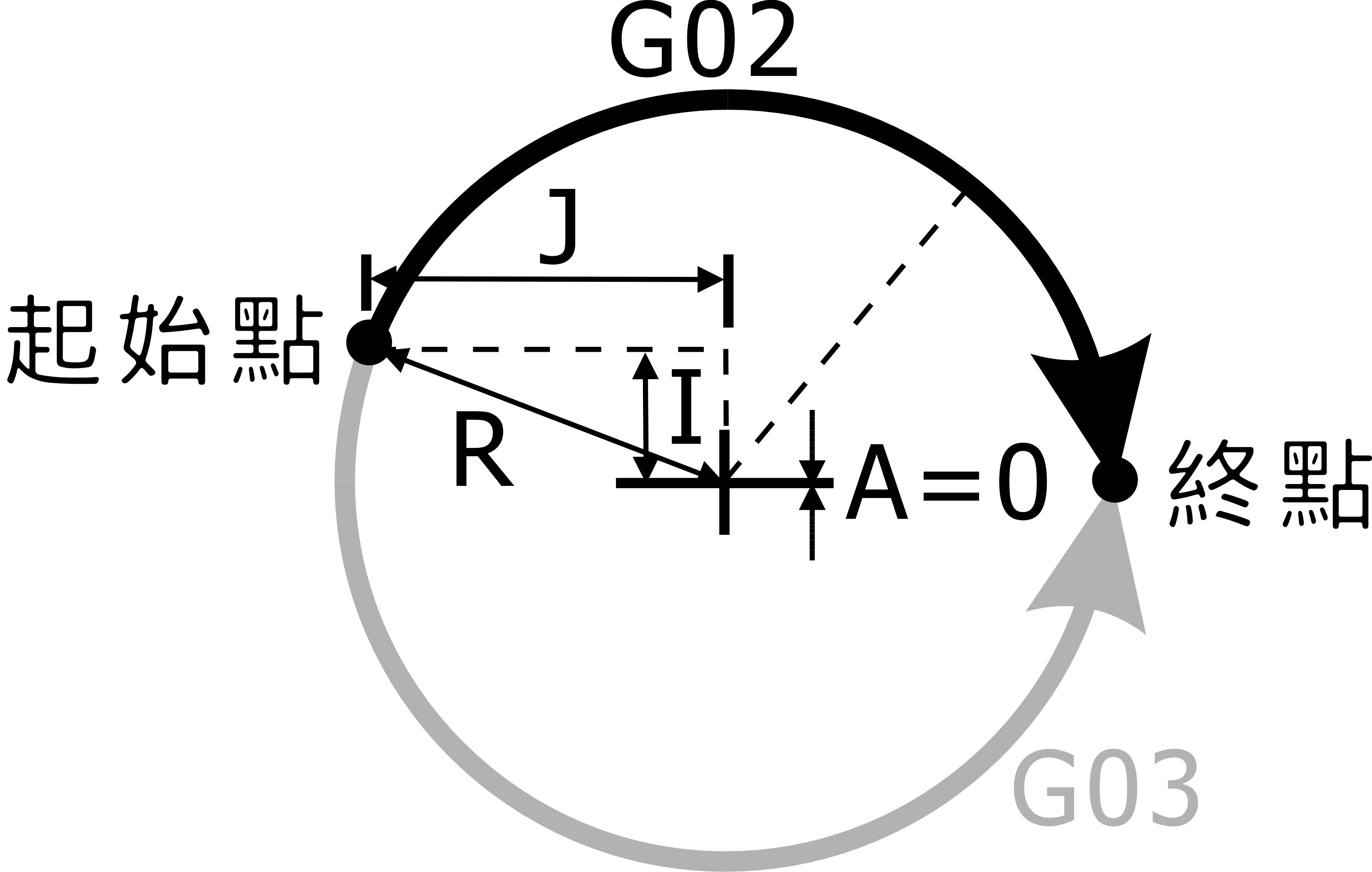
G02/G03 角度格式:在絕對座標模式下,若僅 A_ 值為零
在絕對座標模式下,若圓心和角度值均為零,將無任何動作。在相對增量模式下,若圓心值均為零或角度值為零,也無任何動作。