![]() 3.4.11 在手動模式下設定 G158 偏移
3.4.11 在手動模式下設定 G158 偏移
在手動模式下可利用手動方式直接移動運動軸向,再將想要之 G158 平移旋轉值教導設定至對應之偏移組別中。
進入手動模式前須先用 MDI 之方式輸入 G158 L_,以進入 G158 模式並且選取所要設定之偏移組別,再按 F4 進入手動模式,此時可利用單動、寸動、手輪移動 X、Y、Z、B(A)、C 軸,再利用以下方式來設定欲設定之座標系平移旋轉值。
- 設定平移值:利用 ALT、CTRL、SHIFT 再加上 X、Y、Z 可設定平移值,這部分與原來設定 G54 之方式相同,因現在為 G158 模式,因此偏移量將設入 G158 之偏移表之 X、Y、Z 值中。另外,偏移表中的 U_、V_、W_ 值會同時被設為 0。
- 設定旋轉值:在 G158 之偏移表中有 A_、B_、C_ 值,代表 P00159(BC 軸機構形式)或 P00155(AC 軸機構形式)之等效旋轉值。先以手動方式移動 B(A)軸與 C 軸,使得刀具方向就是所要設定之新座標系之 Z 方向,也就是刀具垂直於新座標系之 XY 平面,就位後,按下 ALT+B(BC 軸機構形式)或 ALT+A(AC 軸機構形式),此時偏移表中之 A_ 與 B_ 值即會自動填入適當之值。
此時在新座標系中需再繞著 Z 軸旋轉,用手動方式移動 X、Y,此時刀尖點位置 X、Y 不是在(0,0)位置。若按 ALT+C,則表示當前之 X、Y 位置是新座標系之正 X 軸方向位置,控制器會將偏移表中之 C_ 值設入。
同樣在移動 X、Y 之後,按下 SHIFT+C 時會出現對話盒輸入角度值,使當前的 X、Y 位置是在新座標系的角度值位置。
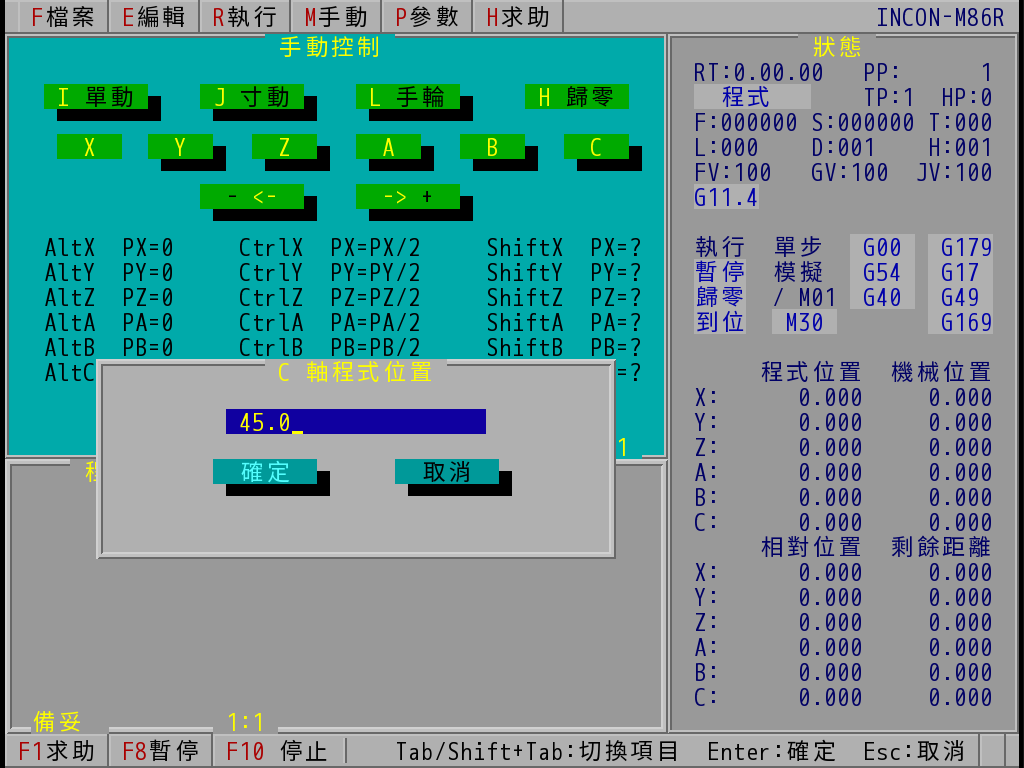
"C 軸程式位置" 對話盒(INCON-M86R)
以上述方式設定偏移表中的 A_、B_、C_ 值時,偏移表中的 U_、V_、W_ 值也會同時被設為 0。
- 設定再平移值:利用 ALT、CTRL、SHIFT 再加上 U、V、W 可設定偏移表中的 U_、V_、W_ 平移值,使用目前的 X、Y、Z 程式座標位置分別為 0(ALT)、1/2(CTRL)、輸入對話盒之值(SHIFT)。此項設定通常在設定第一平移值與旋轉值後再設定。
請注意:離開手動對話盒時如按 ENTER 離開,則方才設定之值會被設定儲存於偏移表中,若是按 ESC 離開,則偏移表中之值仍會保留進入手動對話盒前之原值。