4.5.5 G33:車螺牙功能
格式:
G33 X_F_
G33 Y_F_
G33 Z_F_
G33 X_Y_F_
G33 X_Z_F_
G33 Y_Z_F_
G33 需與 G95 同時使用,G95 設定 F_ 值為每轉進給速度,使刀具在 X 軸、Y 軸、Z 軸或第四軸方向依照主軸每轉移動 F_ 距離之速度進行工件之表面切削;不同的是 G33 每次在各軸向開始進給時,是在主軸旋轉至某一固定角度時(預設零度角)才開始進給,因此 G33 可用來車牙或車螺桿。
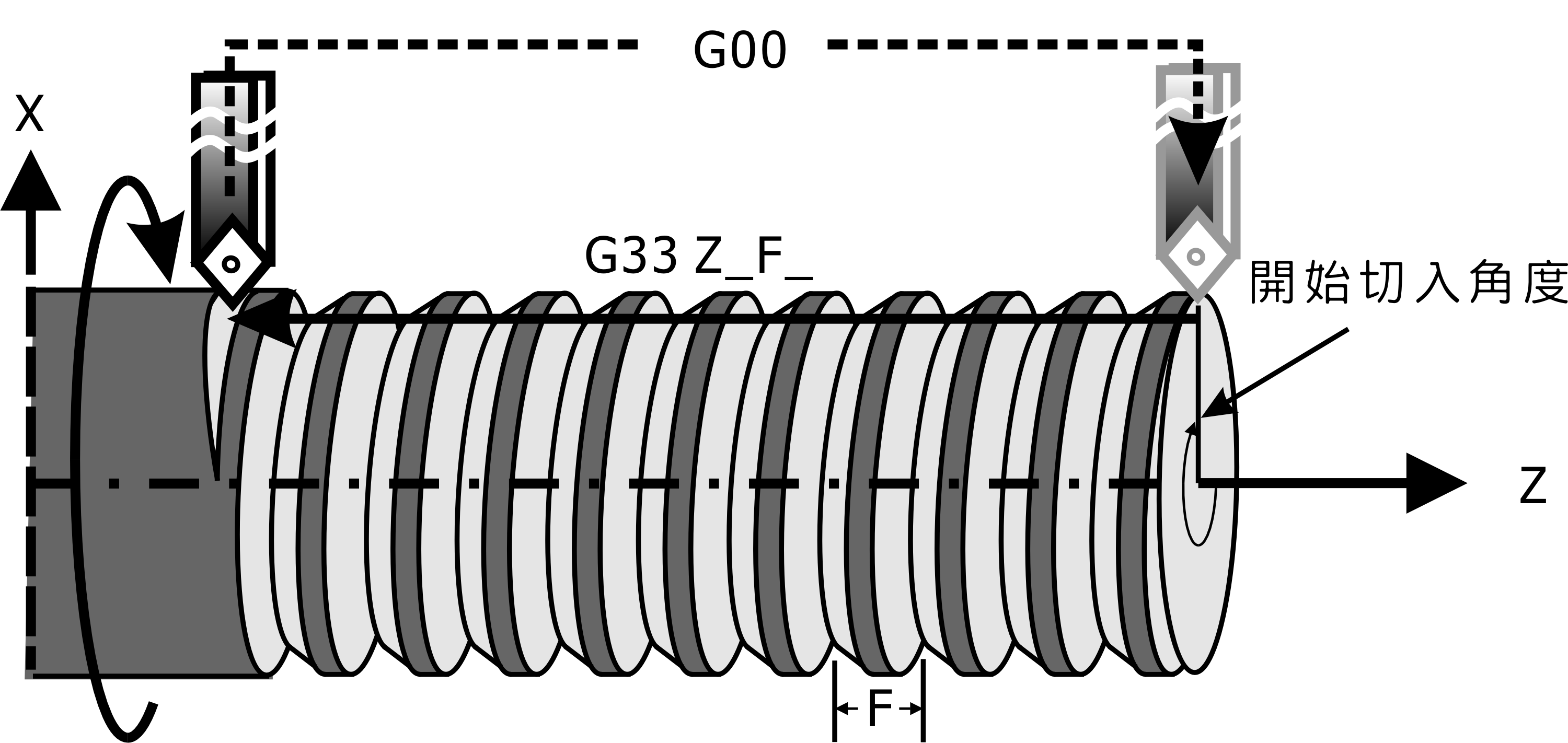
G33 車牙指令
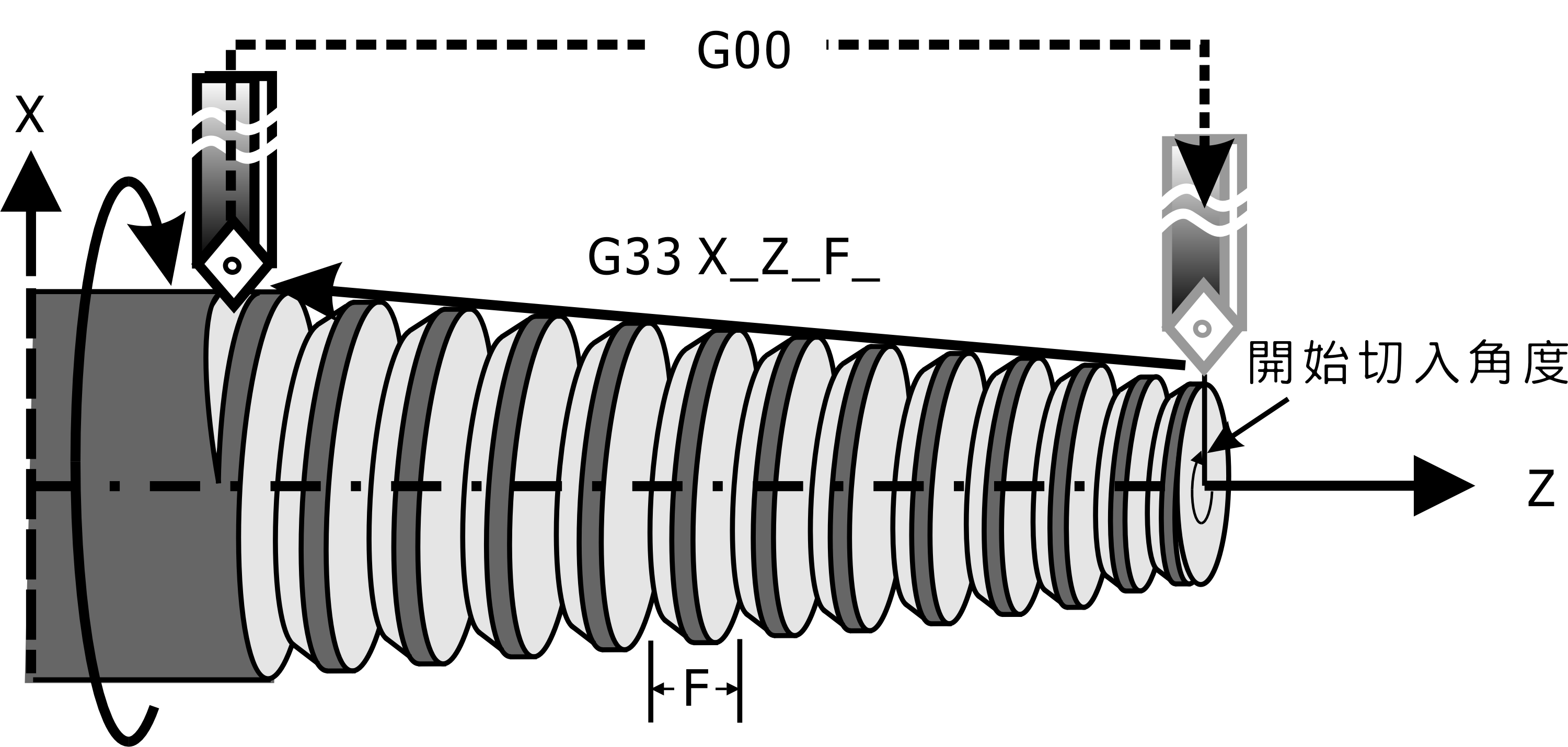
G33 車牙指令 X_Z_F_ 示意圖
註 1. |
G95 指令必須在 G33 指令前先給,並且該機主軸必須裝有解碼器(Encoder)才能執行此指令。 |
註 2. |
虛線返回移動部分非 G33 指令進給範圍,需自行以 G00 指令另行加入。 |
註 3. |
G33 也可做大孔徑螺紋切削指令。小直徑的內螺紋大都用螺絲攻配合攻牙指令 G74、G84 加工。但大孔徑螺紋因刀具成本太高,故使用可調式的搪孔刀配合 G33 指令加工,可節省成本。 |