4.6.2 G37:自動刀長量測
格式:
G37 Z_Q_D_F_E_
G37 指令可使主軸在其安裝的軸向上,進行自動刀長量測,並將量測所得之計算值自動取代刀具表中之刀長補正值。此指令中的 Z 值,是指使用者希望在刀尖接觸到感測器時,刀尖所在點於該軸向之機械絕對座標值,此預期之機械位置值與目前該點實際之機械位置值兩項間的差值,即是此自動量測所得之計算值,其數學式如下:
預期之機械位置值(Z_)- 目前該點實際之機械位置值 = 自動量測所得之計算值
一般主軸都安裝在 Z 軸上,此 Z 值即是 Z 軸向之值;若主軸安裝在 X 或 Y 軸上,此 Z 值即是 X 或 Y 軸向之值。指令中 F_、E_、 Q_、D_ 等項若無設定,則分別由 "參數→刀長量測" 項中預設的下尋速度、偵測速度、拉起距離,及偵測距離等四項取代之。
使用此指令前,請務必先確認以下事項:
1. 該機裝有刀具長度感測器。
2. 此指令前已給 H_ 指令選定刀具補償號碼(不能為 H00)。
3. 被量測刀具已移到感測器正上方。
自動量測的步驟如下:
1. |
先以 F_ 的進給速度朝感測器靠近,直到刀尖觸及感測器為止。若超過 D_ 距離未碰到感測器,將發出警示並停機。 |
2. |
再以 F_ 的速度反向退出到離開感測器 Q_ 距離處。 |
3. |
再次以 E_ 的速度朝感測器靠近,直到刀尖再次觸及感測器為止。 |
4. |
此時控制器將自動計算該軸向位置差值,再以此差值取代原刀具表內刀具補償號碼之刀長補正值。 |
註 1. |
須設定 Z_ 值,其他值(F_、E_、Q_、D_)直接使用 "刀長量測" 參數中所設定之值。 |
註 2. |
Q_ 值正負號決定於朝感測器移動的方向,一般若 Q_ 是正值,則刀具向下移動靠近感測器(Z 軸負方向);但若 Q_ 是負值,表示刀具朝上安裝,因此向 Z 軸正方找尋感測器。 |
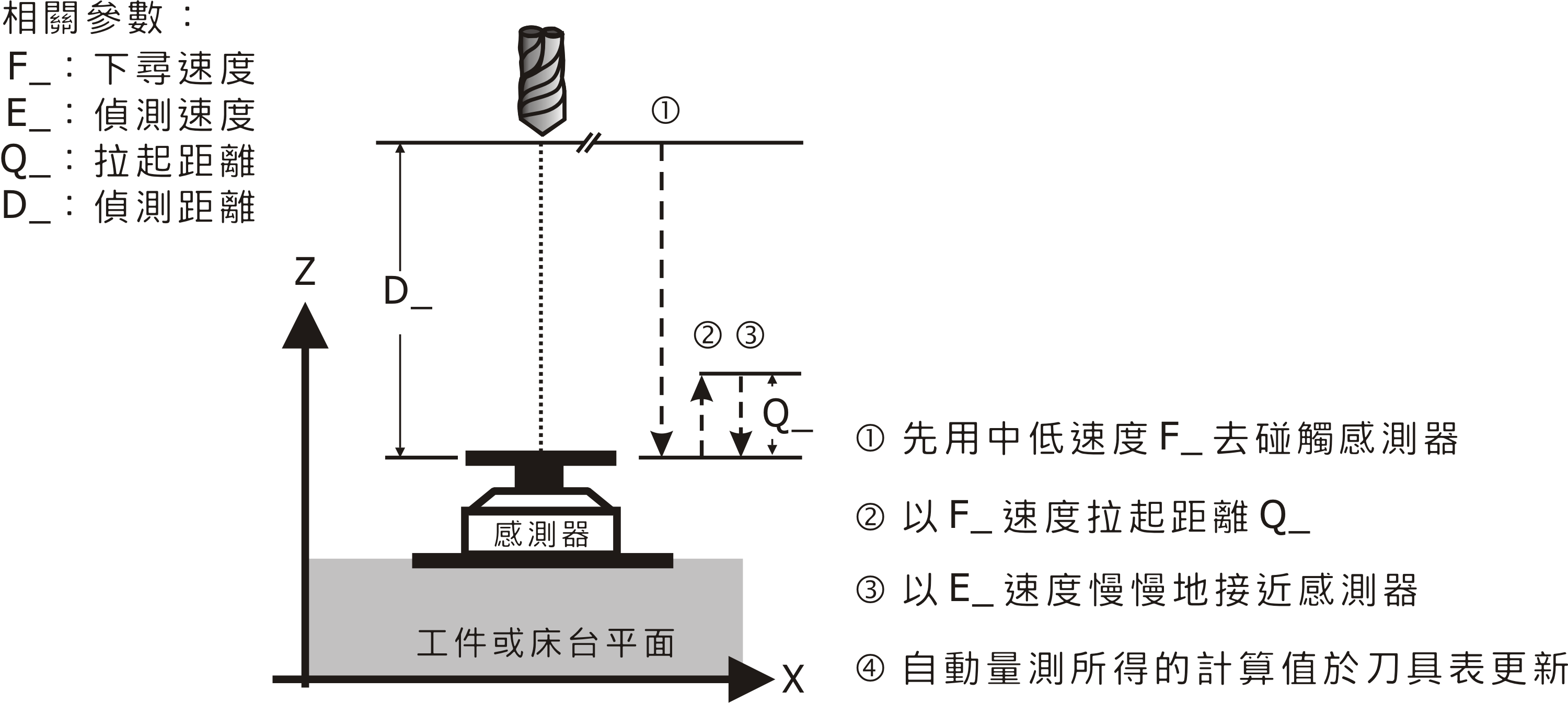
G37 自動刀長量測