4.6.3 G40/G41/G42:刀徑補償
格式:
G41 D_
G42 D_
G40
G41/G42 可啟動刀徑補償,並將刀具偏移至要切削工件輪廓起點的左邊/右邊。刀徑補償偏左/偏右之判斷係依據以下定義:在程式切削路徑上,由切削前進方向看,銑刀偏右補償者,以 G42 指令執行;銑刀偏左補償者,則以 G41 指令執行。
編輯程式時,只須輸入刀具號碼,如 D11、D12…。所設定之 D_ 表示 "參數→刀具補償表" 中的刀具號碼,而刀徑補償之偏移量即是此刀具號碼所設定之半徑補償值,此半徑補償值是加工前使用者預先於 "參數→刀具補償表" 設定。例如: D12,表示刀具號碼為 12 號,12 號的半徑補償值若是 4.0,表示銑刀半徑為 4.0 mm。
執行 G41 或 G42 指令時,控制器會以 D_ 所指定的刀具號碼之半徑值做為補償值。D_ 值於關機後仍被控制器記憶,直到被新的 D_ 值取代為止;若設定為 D00 將視為不做任何刀徑補償。
執行刀徑補償須於加工完成後以 G40 將補償狀態取消,使銑刀的中心點回復至實際之座標點上。亦即執行 G40 指令時,系統會就原本向左或向右的補償值,往相反的方向移動,故使用 G40 的時,請確認銑刀已遠離工件以免損害發生。
在補償模式中,系統會依下列原則執行刀徑補償功能:
1. 在工件凸面切削時之轉角路徑:
(1) |
夾角小於 90 度時: 在兩路徑向量夾角小於 90 度時,工件凸面的轉角路徑有圓弧和交點兩種模式。可在 "參數→屬性→選項→[ ] 刀徑補償使用圓弧轉角" 設定。 |
i. |
[ ] 刀徑補償使用圓弧轉角:若未選取本項,本控制器將自動計算這兩路徑的交點,此相交點即成為前單節的終點與後單節的起點。 |
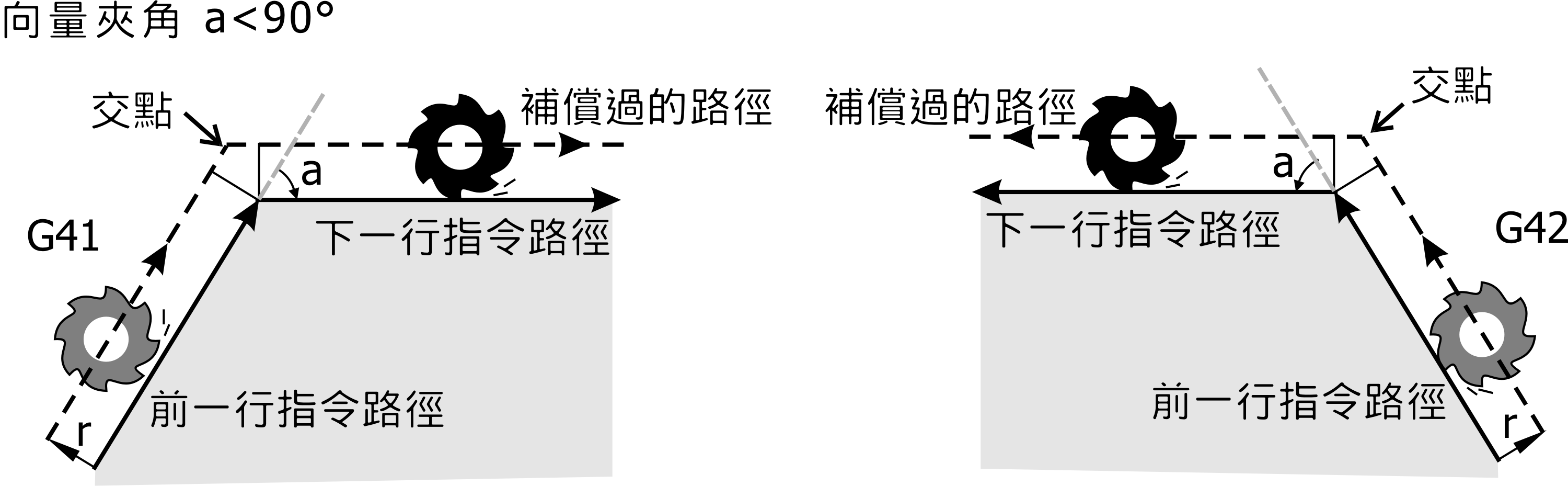
對於兩路徑向量夾角小於 90 度的轉角路徑以交點處理
ii. |
[√] 刀徑補償使用圓弧轉角:但若選取本項,則所有轉角路徑皆以圓弧處理。 |
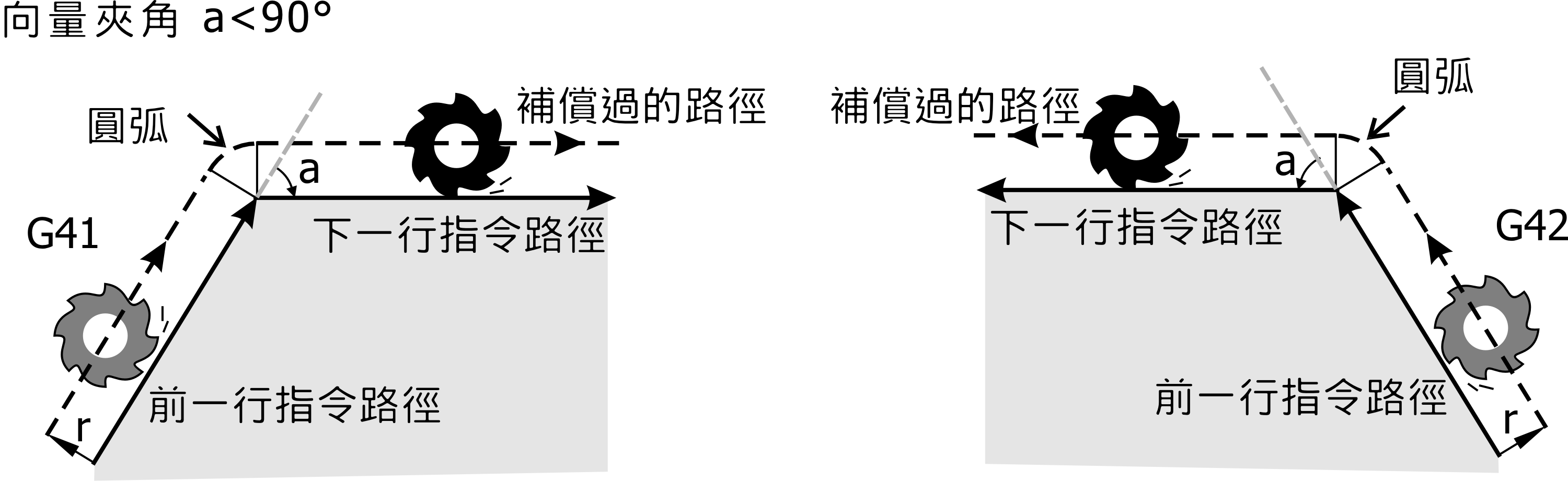
對於兩路徑向量夾角小於 90 度的轉角路徑以圓弧處理
(2) |
夾角大於 90 度時:在兩路徑向量夾角大於 90 度時,工件凸面的轉角路徑皆以圓弧處理。 |
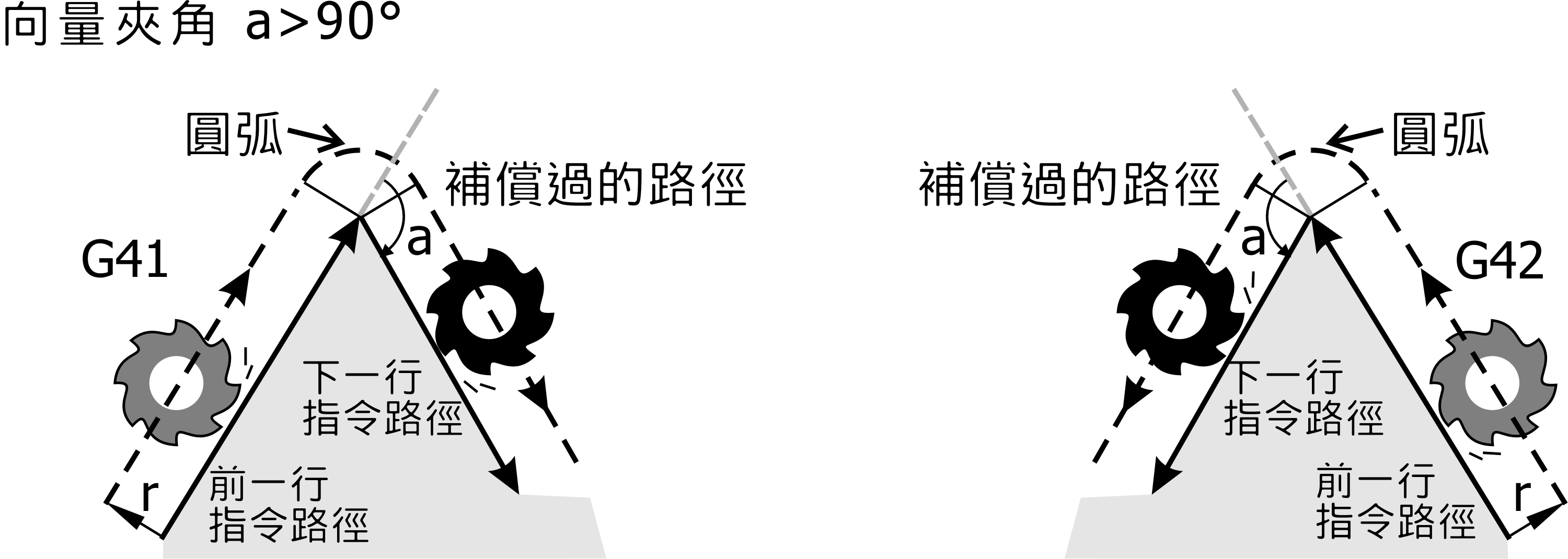
對於兩路徑向量夾角大於 90 度的轉角路徑皆以圓弧處理
2. |
在工件凹面切削時之轉角路徑:系統則將自動計算這兩路徑的交點,此交點即成為前單節的終點與後單節的起點。 |
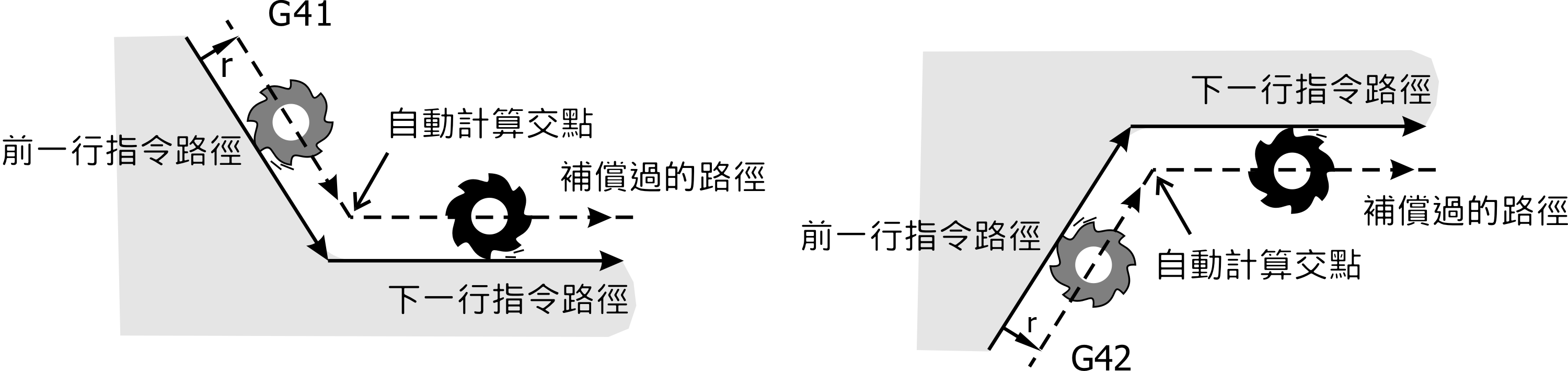
在刀徑補償模式下,遇工件凹面之轉角,系統將自動計算這兩路徑的交點
註 1. |
在剛進入或結束刀徑補償時的單節,只允許使用線性插值指令(G00/G01);若使用圓弧插值指令(G02/G03),將發出警訊並停機。 |
註 2. |
在刀徑補償中,更換刀徑或 G41 與 G42 間互相變換都是不允許的。 |