4.7.1 G98/G99:加工循環指令退回原起始高度/參考高度 R 點
格式:
G98:加工循環指令退回原起始高度
G99:加工循環指令退回參考高度 R 點
循環指令群(Canned cycles)是指鑽孔、搪孔或攻牙等可循環執行之指令,這些指令的動作具有相似性。下圖一表示 G98 指令中,加工完成後刀具退回原起始高度;而在 G99 指令中,動作完成時刀具退回預設參考高度 R 點,如下圖二所示。
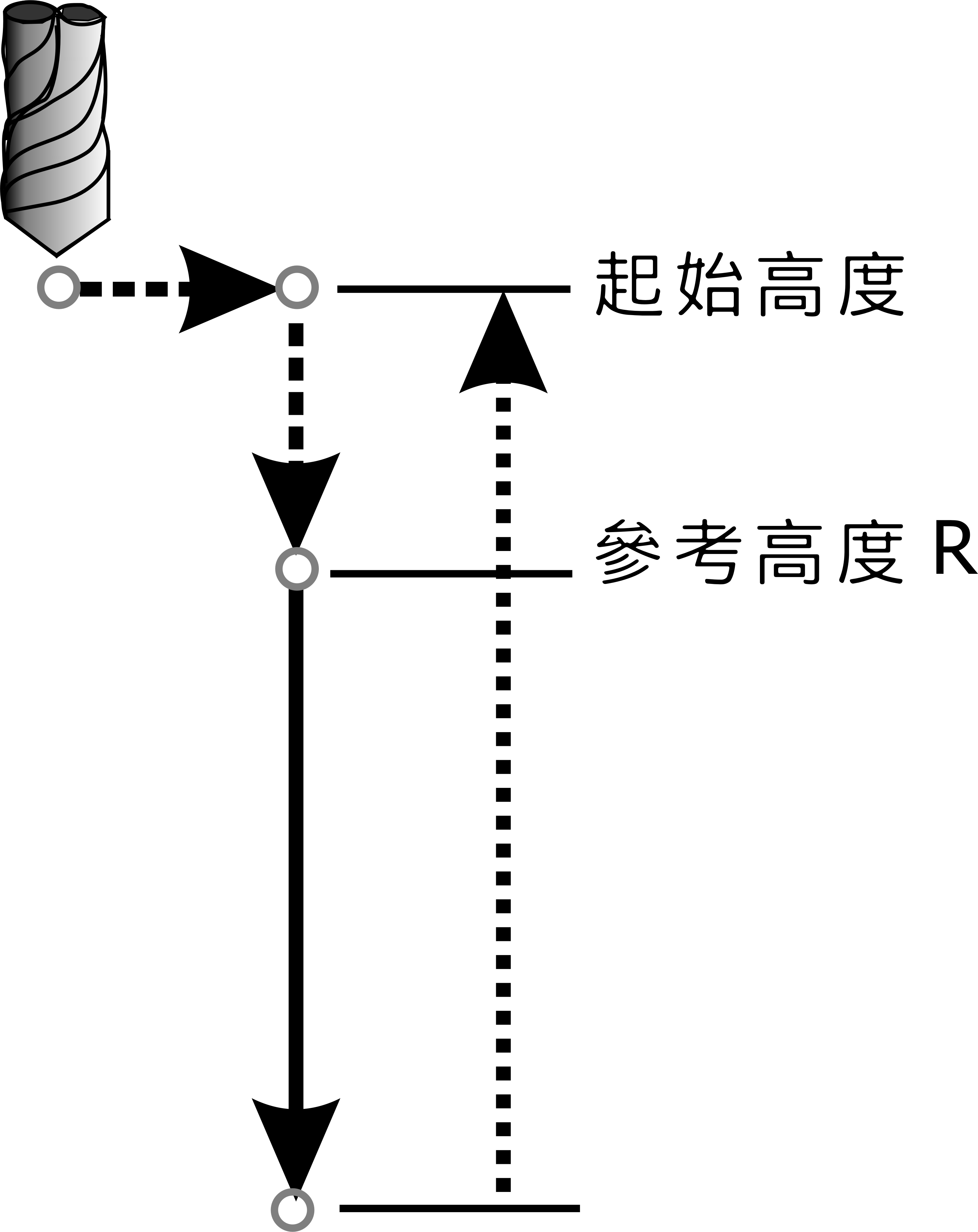
G98 加工循環指令退回原起始高度
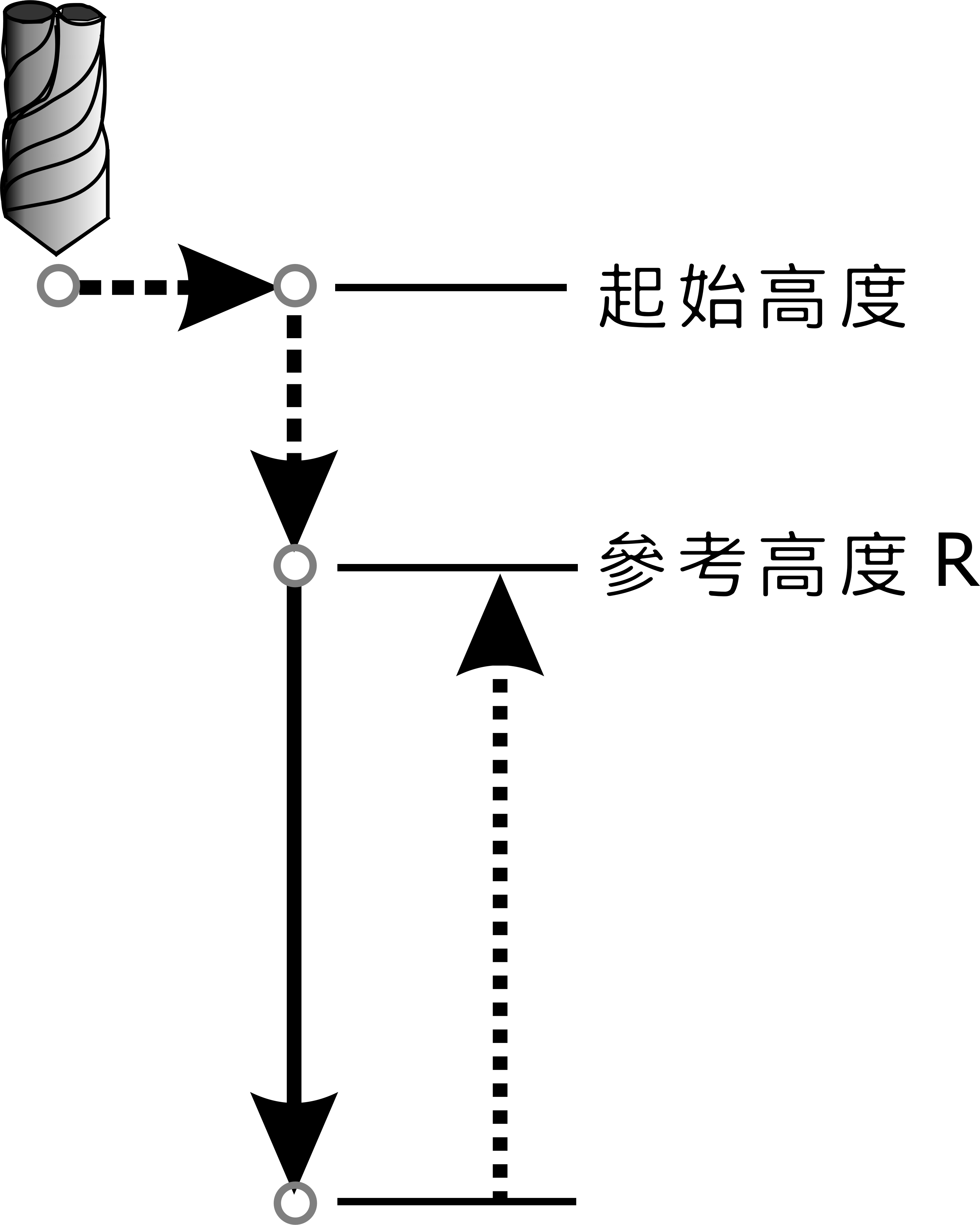
G99 加工循環指令退回參考高度 R 點
使用加工循環指令群時,只須在第一個加工孔位給予循環加工指令,此後之各重複加工孔位,僅須給其平面位置值,即可重複加工。執行 G80 可取消加工循環指令;如遇第 01 組 G 碼(G00/G01/G02/G03/G33)亦將視同取消加工循環指令。
加工循環程式指令中的參考位置,在 G90 絕對座標模式時,R_ 值代表參考位置之值;在 G91 相對增量座標模式時,R_值一律是正值,代表由原起始高度至參考位置 R 點之距離。加工深度 Z_ 值可由 G90/G91 分別定義之:在 G90 絕對座標模式中, Z_ 值表示該深度位置值;在 G91 相對增量座標模式中,Z_ 值表示由參考位置 R 點至加工深度底線之相對距離,此可為正值或負值。加工循環指令於 G90/G91 兩模式之定義分別如下圖一和下圖二所示:
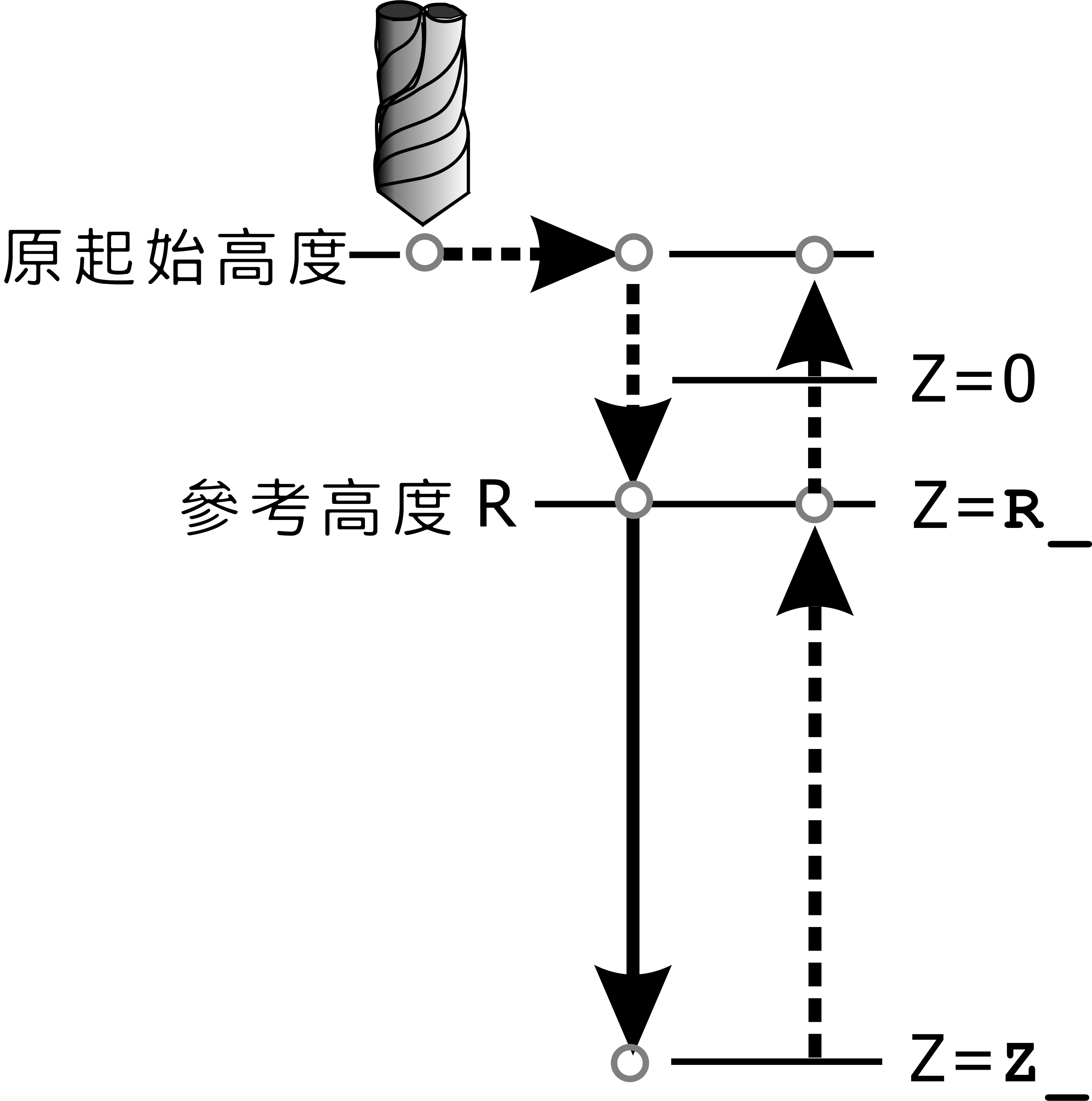
G90 絕對座標模式
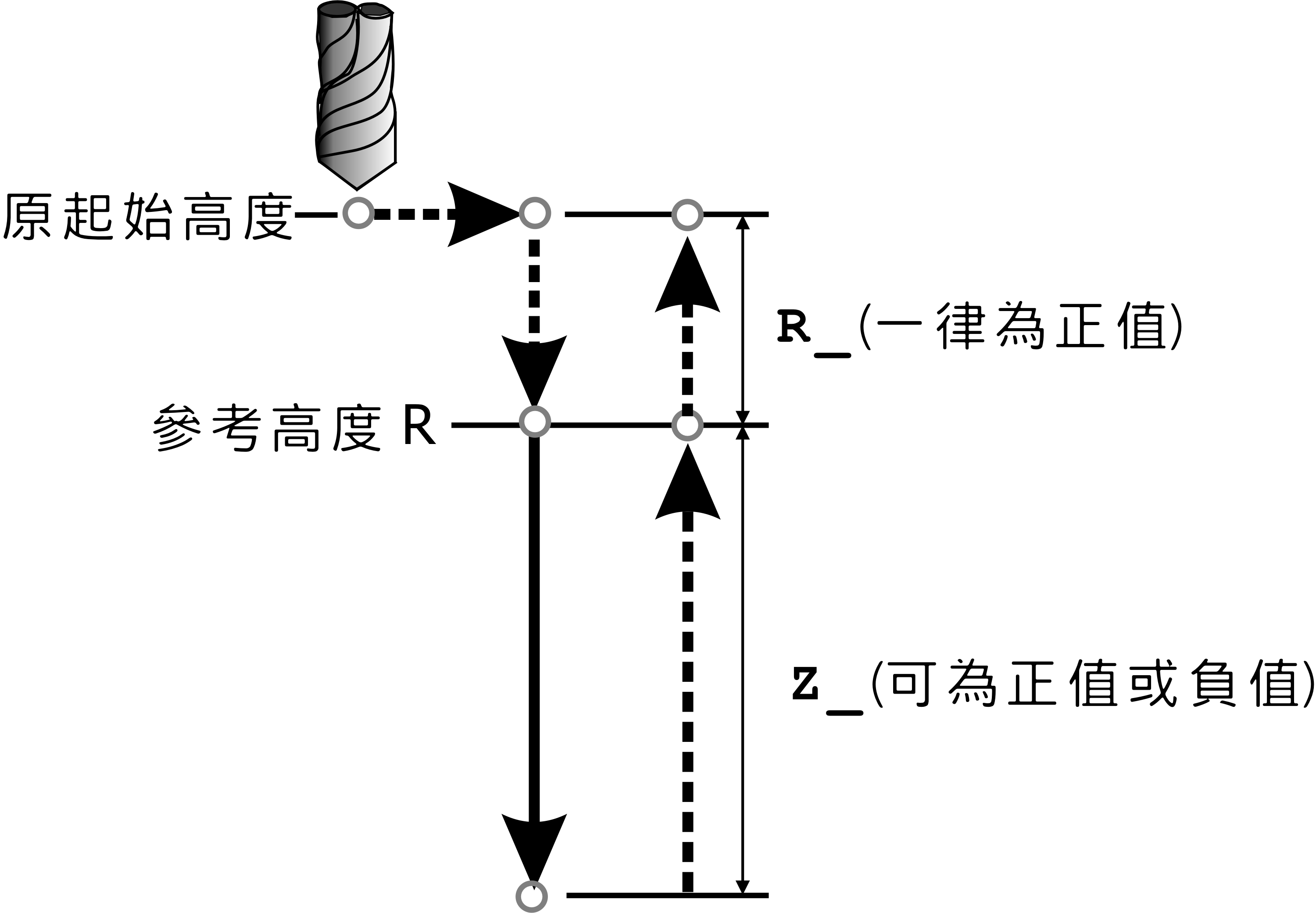
G91 相對增量座標模式
另外,在 G91 相對增量座標模式中,所有循環加工指令都可設定 K_ 值,表示加工時將沿一直線或斜線重複做該循環指令 K_ 次(例如:重複鑽孔),如 "G91 Gxx Xdx Ydy Z_ R_ F_ Kk;" 表示重複執行 Gxx(G73~G89)循環加工指令 k 次,且相鄰兩孔在 X 軸與 Y 軸間距分別為 dx 與 dy。
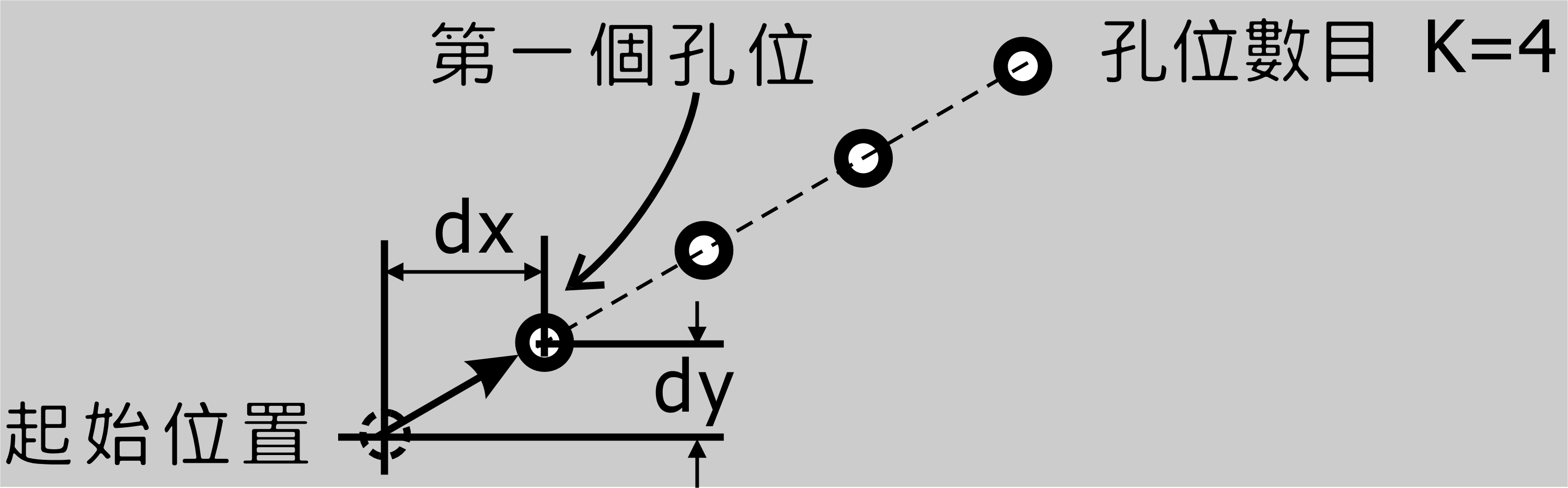
G91 模式重複循環指令
註 1. |
如在 G90 絕對座標模式中,K_ 值將不具作用,只會在同一處(X,Y)重複做該循環加工 K_ 次。 |
註 2. |
某些循環指令如 G74、G76、G82、G84、G87、G88 與 G89 等都可給 P_ 值,使在加工深度 Z 處可有 P_ 秒暫停時間,以增加加工深度之準確性或使主軸在深度 Z 處可有緩衝時間反轉(如下圖所示)。 |
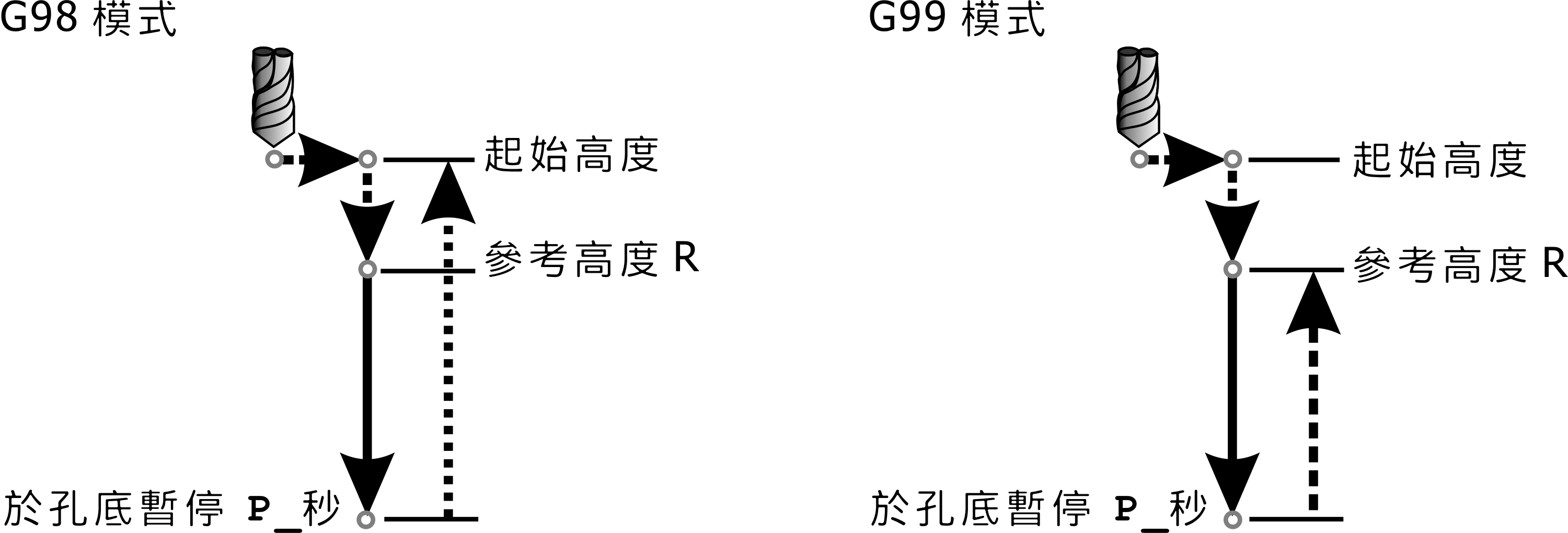
於孔底暫停 P_ 秒