3.5.4 刀具補償表
選擇此項,即出現一 "刀具補償表" 對話盒可用來設定刀具之長度補償、半徑補償、刀長磨耗、刀徑磨耗及基準高,如下圖所示。
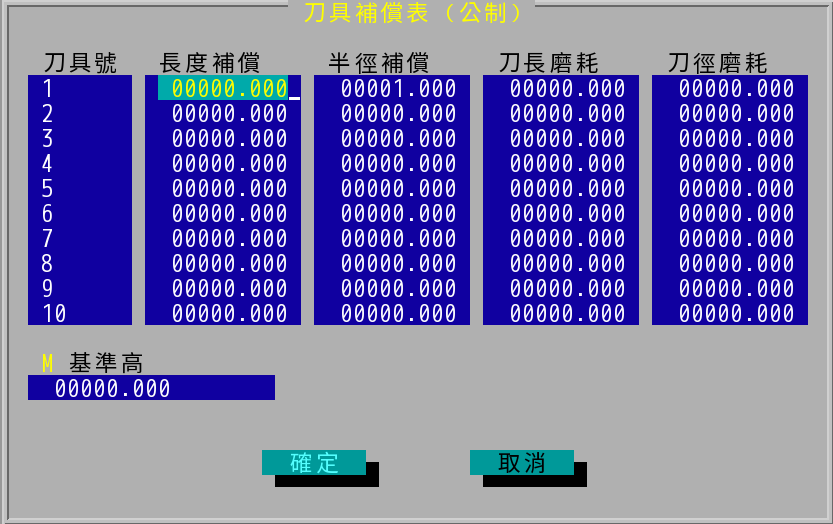
"刀具補償表" 對話盒(INCON-M84/M86)
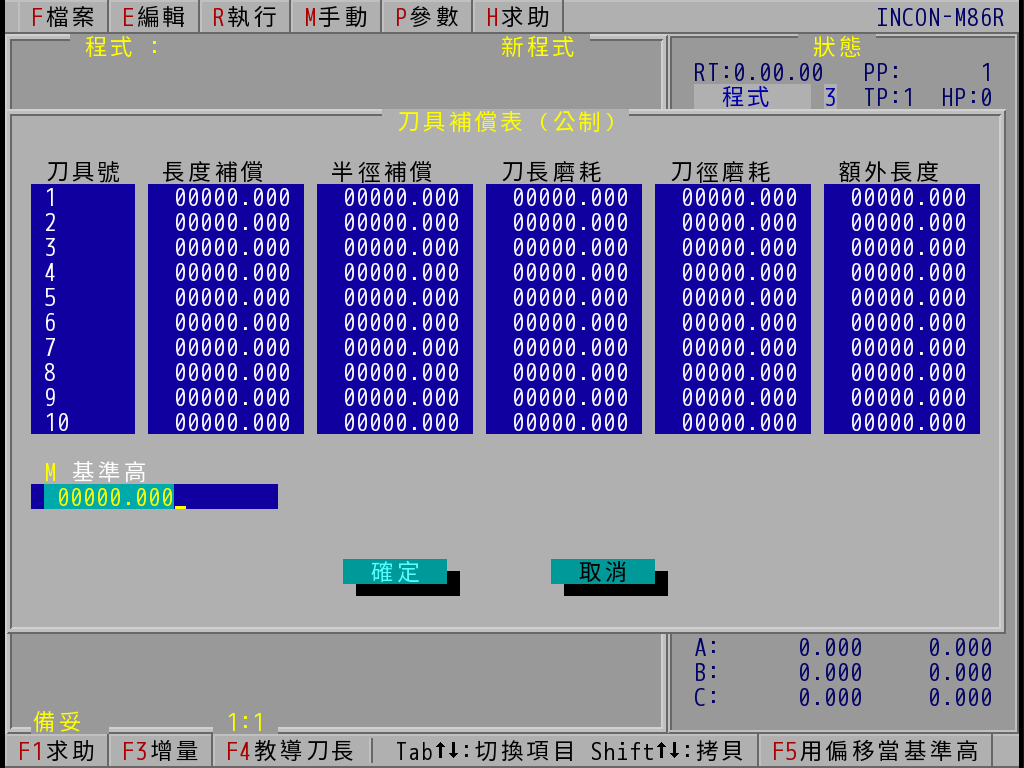
"刀具補償表" 對話盒( INCON-M86R)
- 此刀具表共有 1024 組。
- 長度補償:為刀具長度修正值,也就是與標準長度刀具之比較值。因此依長短可為正值或負值。
- 長度補償 = 目前機械位置 – 基準高之機械位置值。
- 半徑補償:刀徑補償值,只能是正值,由 G41/G42 決定偏左或偏右補償。
- 刀長磨耗:刀具使用久了會有刀長磨耗,為免時常重測長度補償值,故由此補償之。
- 實際之刀長補正值為長度補償 + 刀長磨耗。
- 刀徑磨耗:刀具使用久了會有刀徑磨耗,為免時常重測刀徑補償值,故由此補償之。
- 在程式中,以 D_ 碼選用此刀具補償表中之刀徑補償值,以 H_ 碼選用此刀具補償表中之刀長補正值。
- 程式中之刀徑補償指令為 G41 或 G42,刀長補正指令為 G43。
 額外長度:方便使用者補償圓球刀中心到刀刃距離;刀長補償值 = 刀具長度 + 刀長磨耗 + 額外刀長。
額外長度:方便使用者補償圓球刀中心到刀刃距離;刀長補償值 = 刀具長度 + 刀長磨耗 + 額外刀長。
註. |
按下快速鍵 "F5 用偏移當基準高" 後,Z 軸的偏移值將直接寫入到基準高的欄位,再使用 "F4 教導刀長" 可快速設定刀長值。 |