7.4.1 Zero Point at Negative Direction
Purpose: When zero point at negative direction, the positive pitch and negative pitch error's setting.
If for example Y axis zero point at negative direction, the distance is larger then 450 mm, can be split into 18 sectors, each sector length (screw pitch error compensation distance) 25 mm, each move would stop for 3 seconds, provide laser measurement time. While conducting compensation to the two terminals of the distance, there are over 2 mm distance that can be used to cancel backlash.
INCON-M84/M86/M86R with pitch error and negative pitch error example:
; (Zero Point at Negative Direction), please do manual homing first
; Sector Length= 25 mm, 18 sectors. (The traverse is larger than 450 mm)
; at each side terminal has 2 mm for eliminate backlash
;
; Main program
G90 G28 Y0 ; return to machine zero point
G91 G1 Y-2. F2000 ; move backward -2 mm for eliminate backlash
G4 P1
G1 Y2.
M97 P0001 L18 ; call subroutine 18 times
G91 G1 Y2. ; move backward 2 mm for eliminate backlash
G4 P1
G1 Y-2.
M97 P0002 L18 ; call subroutine 18 times
M30
;
; First, four types of value combine to use movement sub program
O0001
G91 G1 Y25. ; move forward 25 mm
G4 P3 ; every sector dwell 3 seconds
M99
;
O0002
G91 G1 Y-25. ; move backward -25 mm
G4 P3 ; every sector dwell 3 seconds
M99
Because zero point at negative direction, measurement received value should be positive, the compensation value of each axis should be as following:
1. |
Positive pitch measurement: start from home to travel 450 mm's error value, please set "Machine Parameter → Pitch Error Table → Y Axis". |
No. |
CNC Controller Machine Position |
Laser Detection Measured Position |
Absolute Error Compensation Value |
Incremental Error Compensation Value |
0 |
0 (Zero Point) |
0 |
0 |
0 |
1 |
25.000 |
25.001 |
1 |
1 |
2 |
50.000 |
50.002 |
2 |
1 |
3 |
75.000 |
75.005 |
5 |
3 |
4 |
100.000 |
100.007 |
7 |
2 |
.. |
...... |
...... |
.. |
.. |
17 |
425.000 |
425.014 |
14 |
.. |
18 |
450.000 |
450.015 |
15 |
1 |
19 |
.. |
.. |
0 |
0 |
2. |
Negative pitch measurement: start from home to travel 450 mm's error value, please set "Machine Parameter → Advanced → Reverse Pitch Error Table → Y Axis". |
No. |
CNC Controller Machine Position |
Laser Detection Measured Position |
Absolute Error Compensation Value |
Incremental Error Compensation Value |
0 |
0 (Zero Point) |
0 |
0 |
0 |
1 |
25.000 |
25.002 |
2 |
2 |
2 |
50.000 |
50.004 |
4 |
2 |
3 |
75.000 |
75.008 |
8 |
4 |
4 |
100.000 |
100.011 |
11 |
3 |
.. |
...... |
...... |
.. |
.. |
17 |
425.000 |
425.015 |
15 |
.. |
18 |
450.000 |
450.017 |
17 |
2 |
19 |
.. |
.. |
0 |
0 |
1. Use absolute error compensation value, fill in as following:
(1) Positive pitch error table - Y axis:
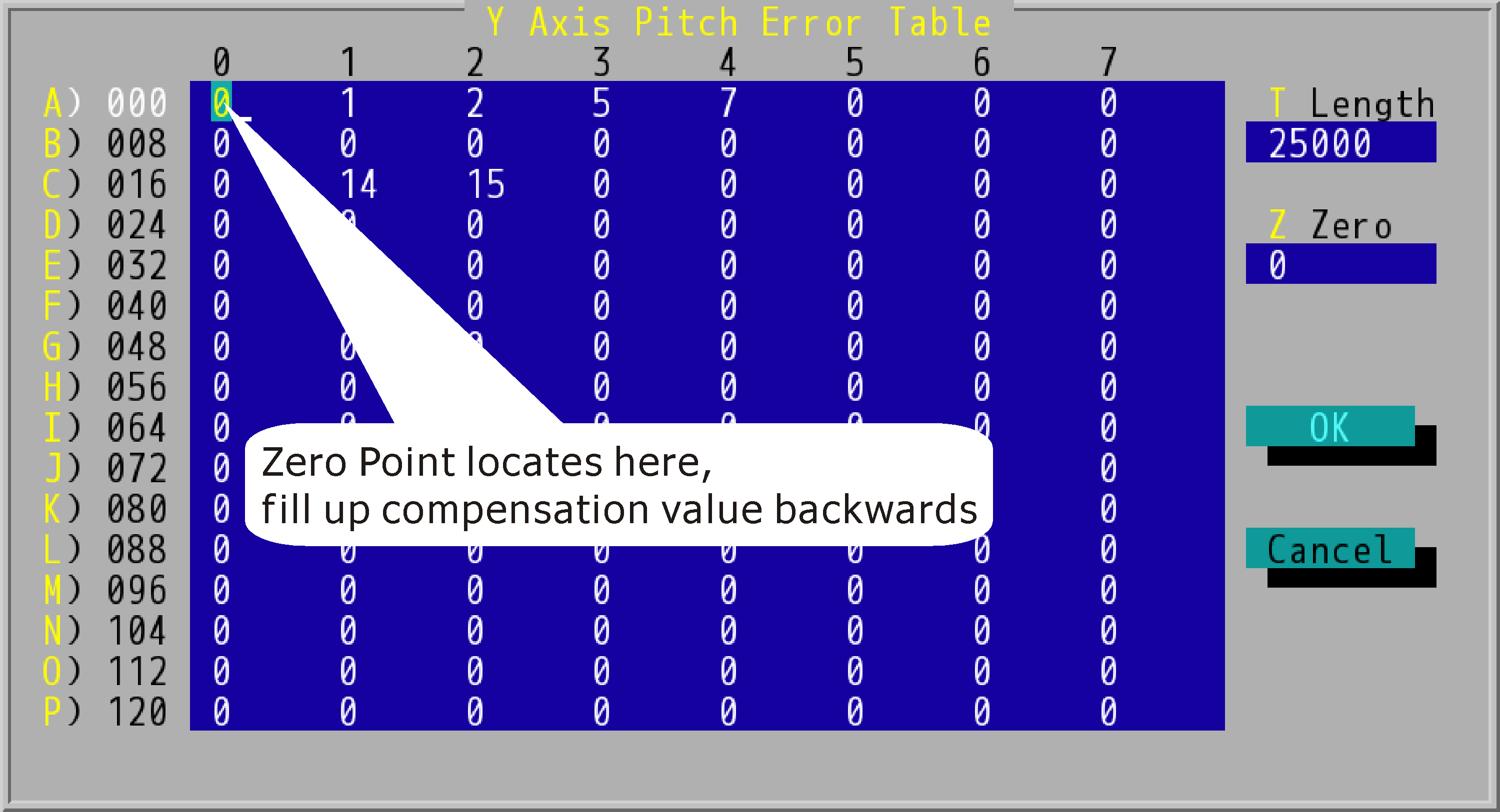
"Y Axis Pitch Error Table" Setting (User Absolute Error Compensation)
(2) |
Reverse pitch error table - Y axis (sector length and zero point use pitch error table setting): |
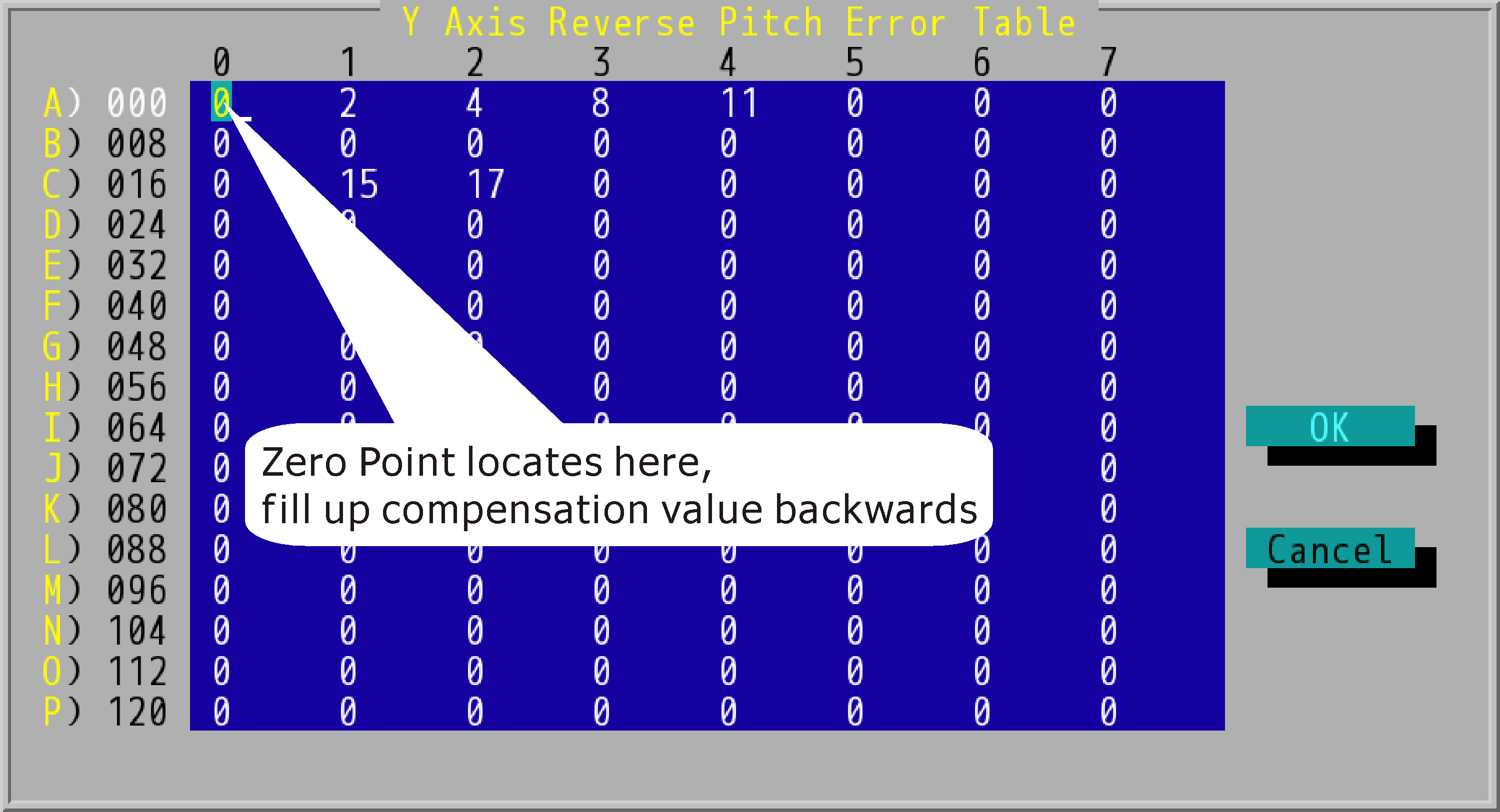
"Y Axis Reverse Pitch Error Table" Setting (User Absolute Error Compensation)
2. Use increment error compensation table filling as below:
(1) Positive pitch error table - Y axis:
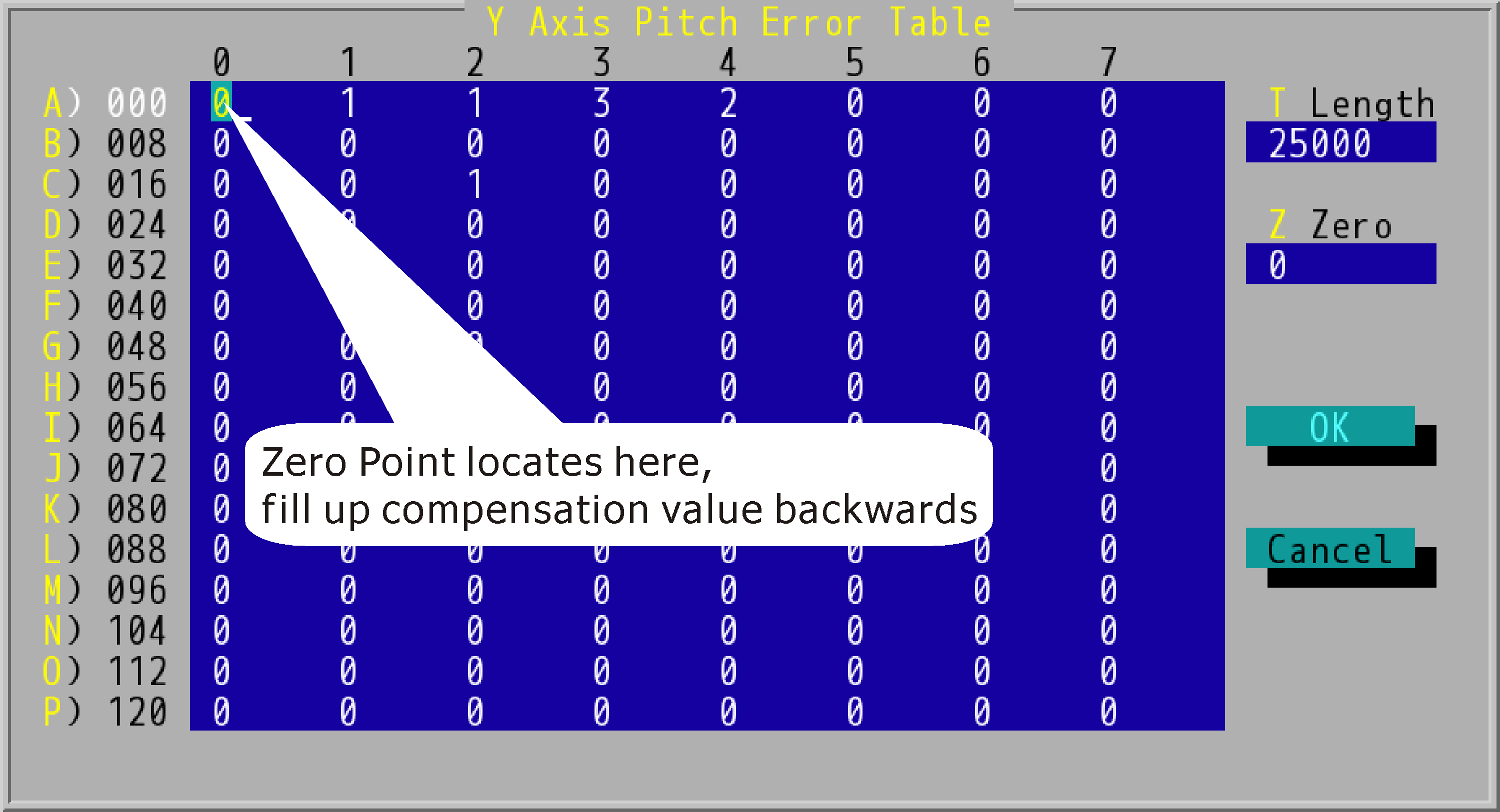
"Y Axis Pitch Error Table" Setting (User Increment Error Compensation)
(2) |
Reverse pitch error table - Y axis (sector length and zero point use pitch error table setting): |
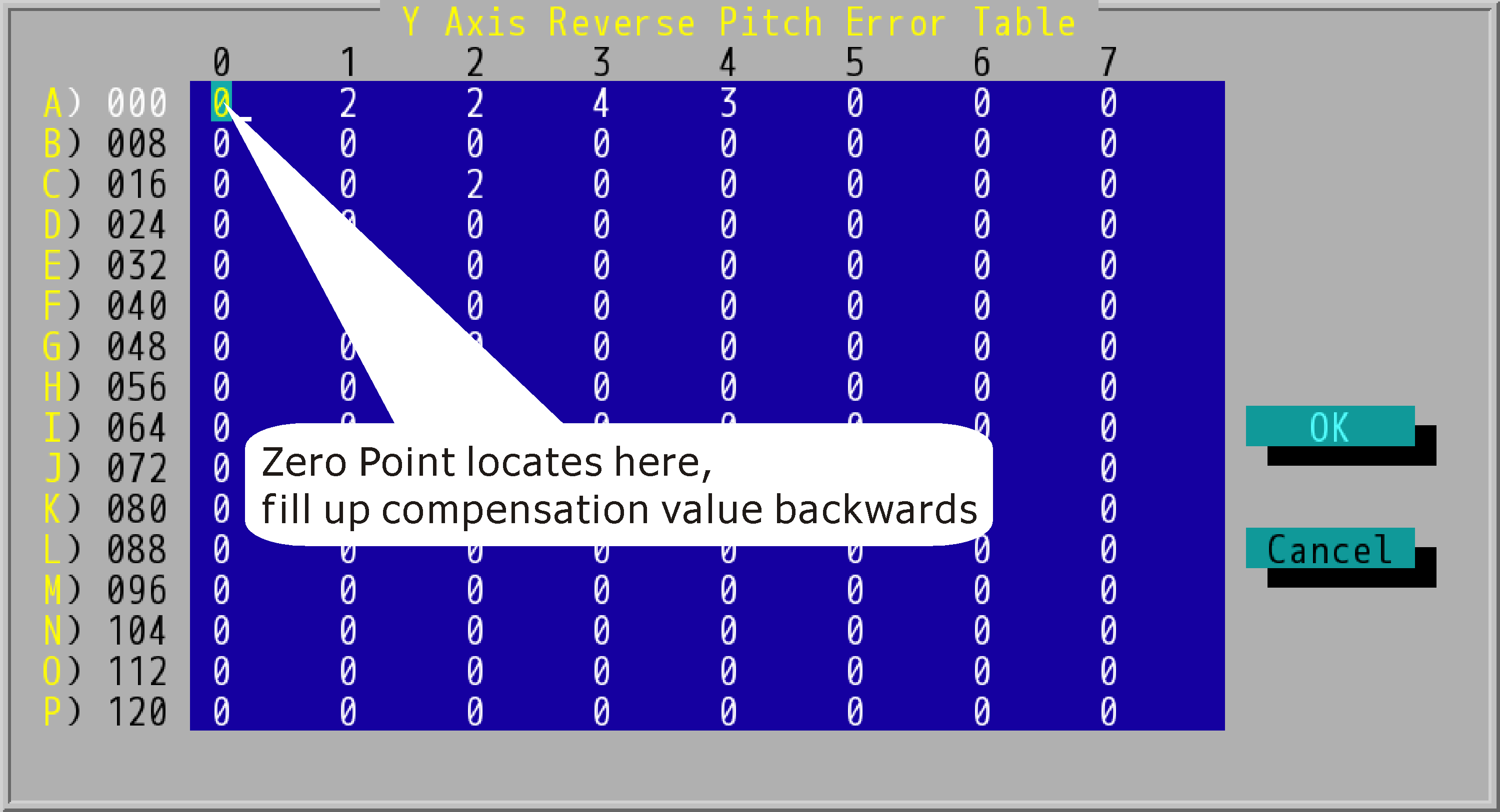
"Y Axis Reverse Pitch Error Table" Setting (User Increment Error Compensation)