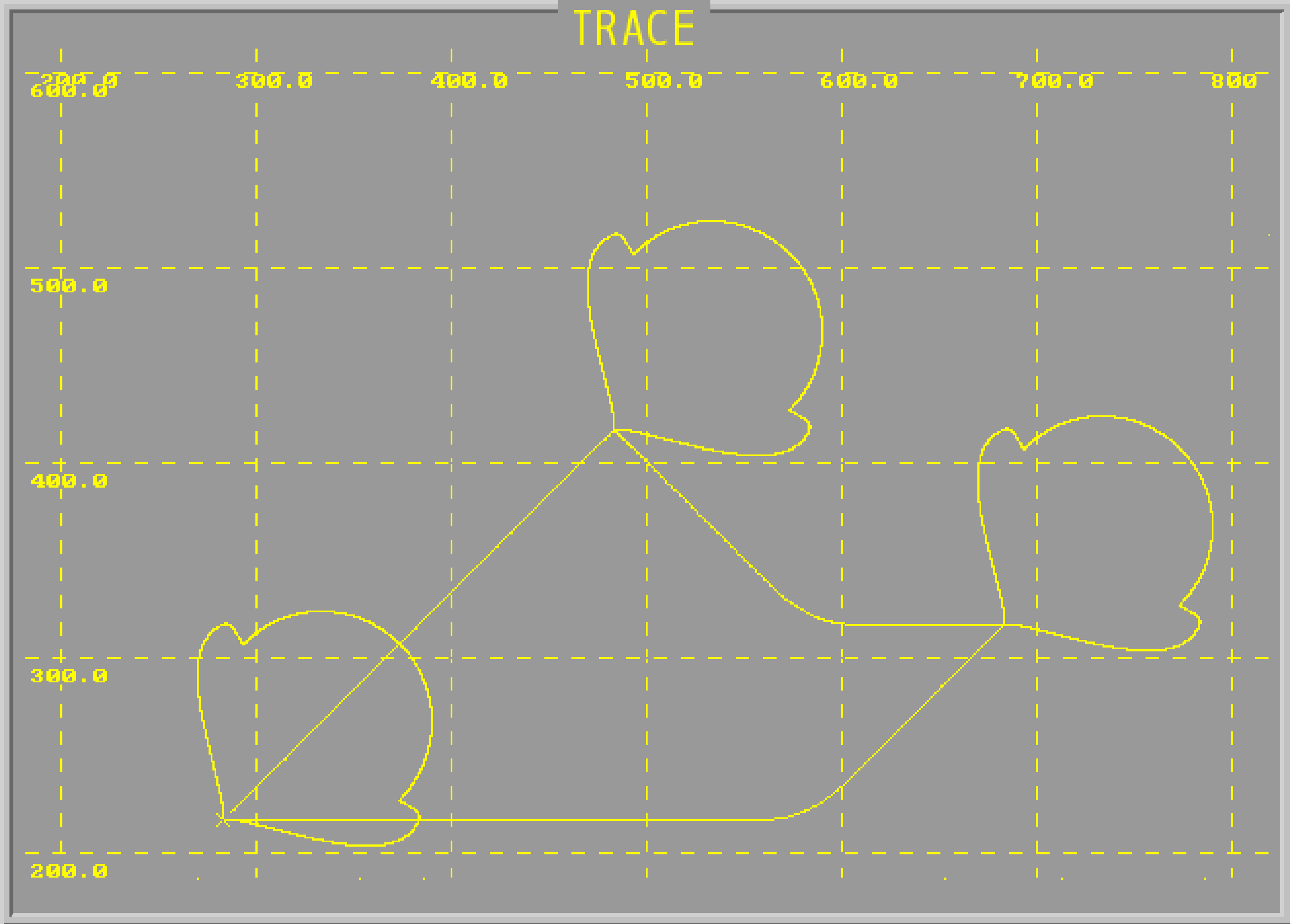
4.15.1 Example of Work Coordinate System: G54~G59
- SAMPL54.CNC
;Please set the parameters as follows:
;Parameters → Coordinate offset
;G54 X0 Y0 Z0
;G55 X200. Y200. Z0
;G56 X400. Y100. Z0
;
G92 X0 Y0 Z0;
G90;
/M03 ;Turn on the spindle
G54 G00 Z0 ;Select the first coordinate system
M98 SUBWORK1 ;Calling subprogram
G55 ;Select the second coordinate system
M98 SUBWORK1 ;calling subprogram
G56 ;select the third coordinate system
M98 SUBWORK1 ;calling subprogram
/M05 ;close spindle
G54 G00 X0 Y0 Z0;
M30;
- SUBWORK1.CNC
;Workpiece cutting subprogram
G90;
G00 X0 Y0;
/G01 Z-5. F500.;
G01 X100. F1500.;
X90. Y10.;
G03 X10. Y90. I-40. J40.;
G01 X0 Y100.;
Y0;
/Z0;
M99
Example of Work Coordinate System: G54~G59