4.10.8 G92: Set Zero Point
Format:
G92 X_ Y_ Z_ A_ :Program origin setting (M84)
G92 X_ Y_ Z_ A_ B_ C_:Program origin setting (M86/M86R)
G92 :Temporary origin
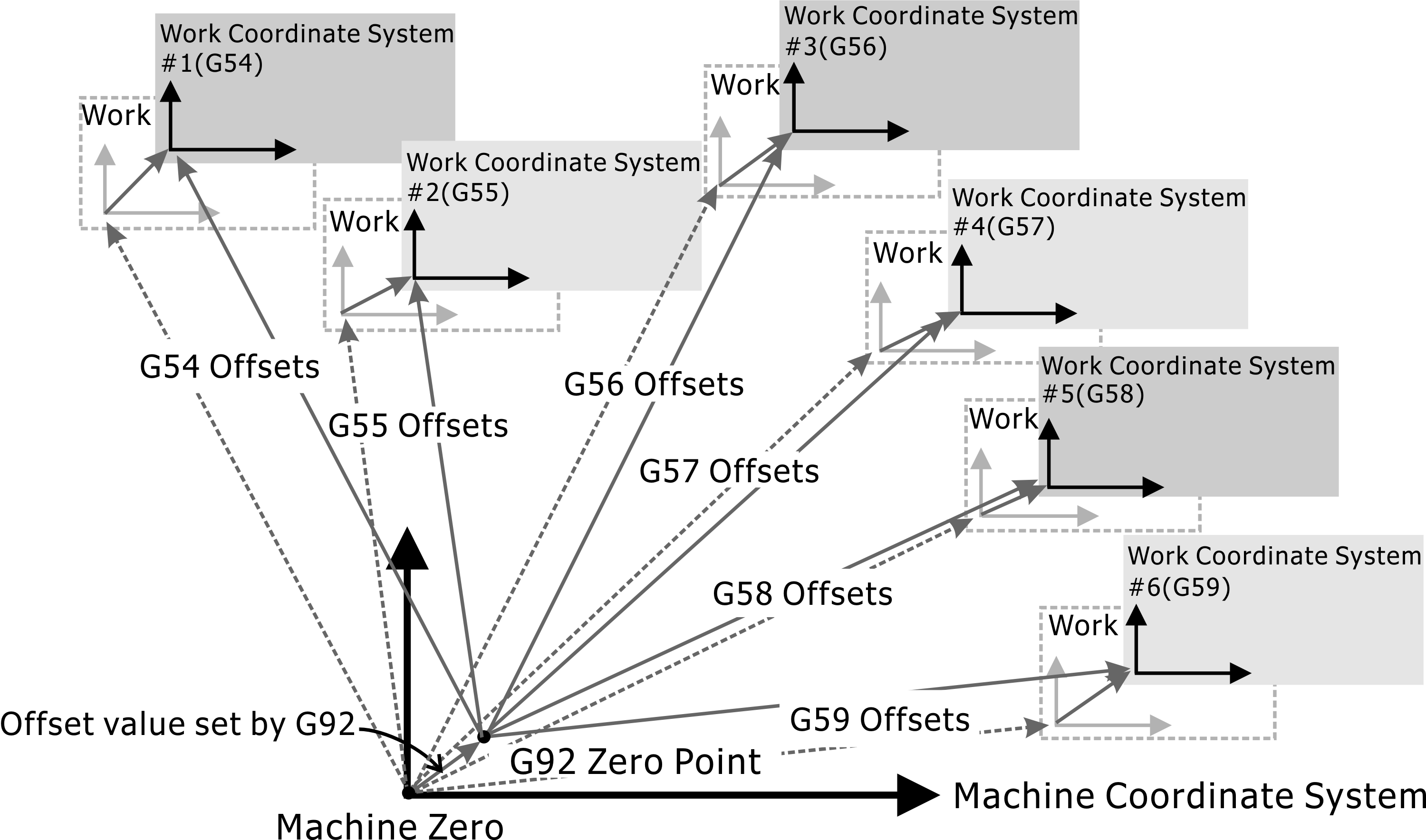
G92 redefines the value of the new position of the tool tip in the work coordinate system, that is, changes the offset of the G92 setting point from the mechanical home. At power-on home, the G92 tentative home point is preset at the mechanical origin, the offset is home; if only G92 is given and no subsequent value is set, the G92 tentative zero point will be restored to the original machine point.
Note: |
In the tool radius compensation (G41/G42) or tool length compensation (G43) mode, the G92 command cannot be enabled to avoid confusion of coordinate offset values. |
G92: Set Zero Point