6.1.9 MACRO Examples
1. Pocket machining cycle:
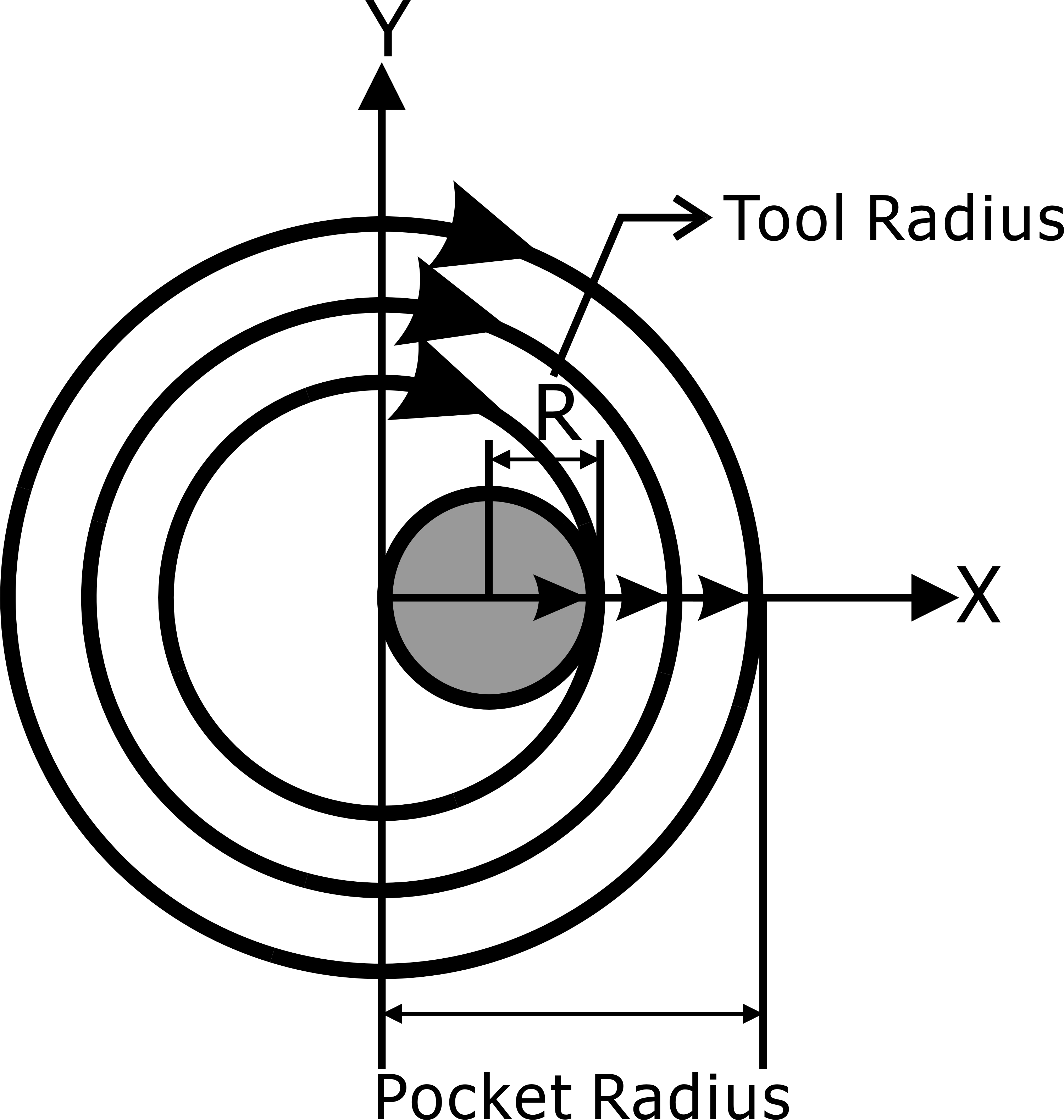
Pocket Machining Cycle
The pocket radius is set by the user via the variable itself; the tool radius is also set by the user via the variable itself. The flow chart looks like this:
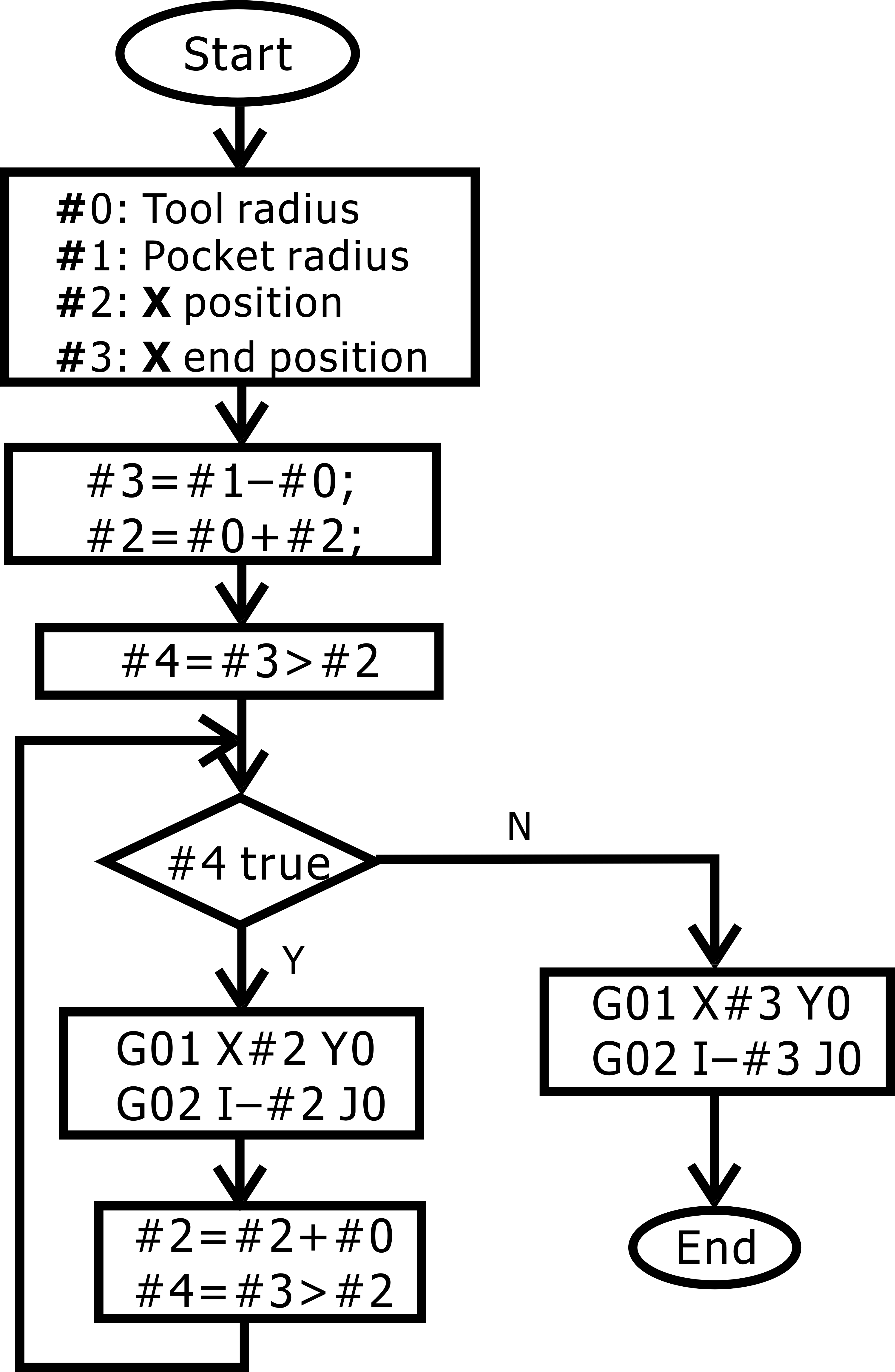
Pocket flow chart
Pocket cycle program:
#2=0;
#3=#1-#0;
#2=#0+#2;
#4=#3>#2;
WHILE #4 P10;
G01 X#2 Y0 F400;
G02 I-#2 J0 F400;
#2=#2+#0;
N10 #4=#3>#2;
G01 X#3 Y0 F400;
G02 I-#3 J0 F400;
M30;
2. Matrix processing
Macro can be used for matrix arrangement processing, and each axial offset distance and matrix row and column can be freely set.
The program starts with the following:
;MARCO AND SUBPROGRAM
LIST
;#1:X OFFSET
;#2:Y OFFSET
;#3:LINE N
;#4:ROW M DON'T SET
;#5:TOOL NUMBER DON'T SET
;#6:X G52 OFFSET POSITION DON'T SET
;#7:Y G52 OFFSET POSITION DON'T SET
;#8:SUBPROGRAM NO DON'T SET
;#20:TOOL COUNT REGEST
;#21:ROW COUNT REGEST
;O1111:MATRIX PROGRAM
;O0001:NO1 TOOL
;O0002:NO2 TOOL
;O0003:NO3 TOOL
;O0004:NO4 TOOL
;O0005:NO5 TOOL
The main program is as follows:
O2396(2011-11-01) ;MAIN PROGRAM
G90G54G17G80G40G49 ;State initialization
G52XY
#6=0
#7=0
#20=0
#21=#4
#20=#5-1
#8=1;
WHILE #20 P5 ;According to the number of tools to decide how many times to call the matrix subroutine
M97 P1111 ;Call matrix subroutine
#8=#8+1 ;Call the next subroutine
#20=#20-1 ;Calling matrix times minus one
#21=#4 ;Reload the value of ROW
N5
#6=0 ;Initialize the state
#7=0
G52XY
M30 ;program complete
The matrix subprogram is as follows:
O1111 ;MATRIX SUBPROGRAM
WHILE #21 P100 ;The number of ROW executions
M97 P#8 L#3 ;Call O000#8 subroutine
#6=0 ;Return X to its original location
#7=#7+#2 ;Y position plus Y offset
#21=#21-1 ;ROW minus one
N100
G90G49G53X0.Y0.Z0. ;Return to mechanical origin
#7=0 ;Return Y to its original location
M99
Other subprogram are as follows:
O0001.....
…
M99
O0002....
…
M99
O0003...
…
M99
O0004...
….
M99
O0005...
…
M99