3.4 高速高精模式
INCON-M84/M86/M86R 提供 25 組可程式化模式可供選擇,應用於不同的切削。例如:第 1 組給粗削,第 4 組給精削。在程式中可直接使用 G10.10 PXX 選擇要使用的模式,例如:選擇第 1 組 HSHP 模式在程式中就以 G10.10 P1 表示。開機時控制器預設為第 0 組,使用參數中的設定而非高速高精模式內的設定值。
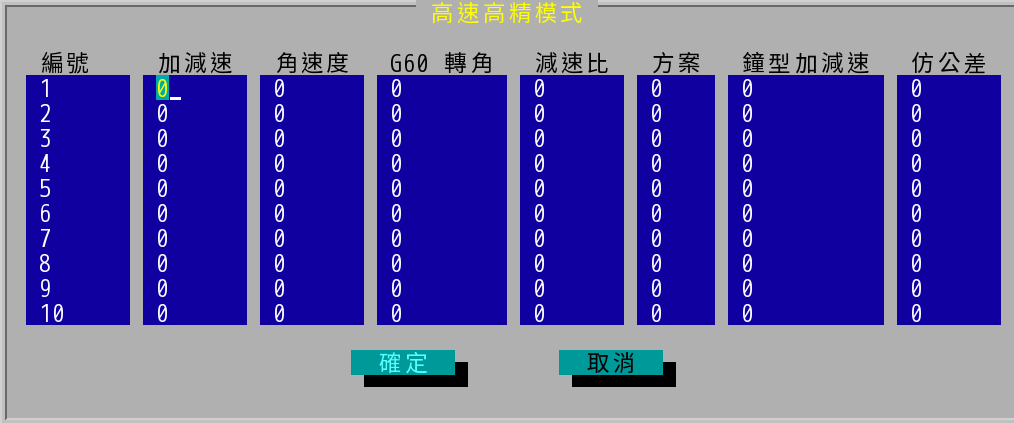
"高速高精模式" 對話盒
此對話盒資料由機械製造廠設定好之後,列出每一組的切削應用交給使用者。機械製造商可在 "高速高精模式" 對話盒設定供高速高精使用之 25 組參數,包含:
- 編號:高速高精的組別,共 25 組。
- 加減速(單位:10 msec 或 1 msec):切削時之進給加減速。
- 角速度(單位:(360°×1000/65536)/4ms×60 = 82.39°/min):設定系統中圓弧插值之最大角速度。
- 自動精確到位最大 G60 轉角(0~90 度):此轉角指兩相鄰路徑間夾角。若該夾角大於此設定之最大轉角,則不論是否在 G61 狀態中,均將自動執行精確到位動作,以確保工作之銳角。若此最大轉角值設為 0,則在 G61 狀態將不執行精確到位動作。
- 減速比:此乃一表現速度與精確度間比重之因子。使用者可以將數值設定於 0~100 之間。數值越大,則速度越大,而精確度越小;因此減速比設定為 100 時,相當於關閉高速高精功能。
- 方案:高速高精的方案。可設定高速高精不做精確零減速。當減速比的設定是負值時,系統在執行高速高精時,會不做精確零減速的檢查,這個檢查是系統利用軸向伺服馬達的旋轉編碼器做為速度的檢測,當單節需要做精密的減速到零時做確認和檢測。在不做檢測的情況下,加工速度會變快,但有些地方有銳角較不銳利的情形。
- 鐘形加減速:此欄位之設定說明請參照鐘型進給加減速。
- 仿公差:
(1) |
此值設定仿線插值的公差,其單位為 um,範圍從 0 或 8 或 10~60000。 |
(2) |
當公差值設定為 0 時,表示不啟動仿線插值,當此值為 8 時,指定使用過點模式仿線插值。其餘 10~60000 指定使用誤差模式仿線插值。 |
註. 啟用高速高精組數 1~25 組的方案設定,設定方式請參照高速高精方案。