7.3 雷射量測背隙與螺距誤差補償
雷射量測背隙與螺距誤差之方式,依雷射量測器與反射鏡面間之安裝方式以及零點設定位置而可測得以下四種可能之位置值組合。
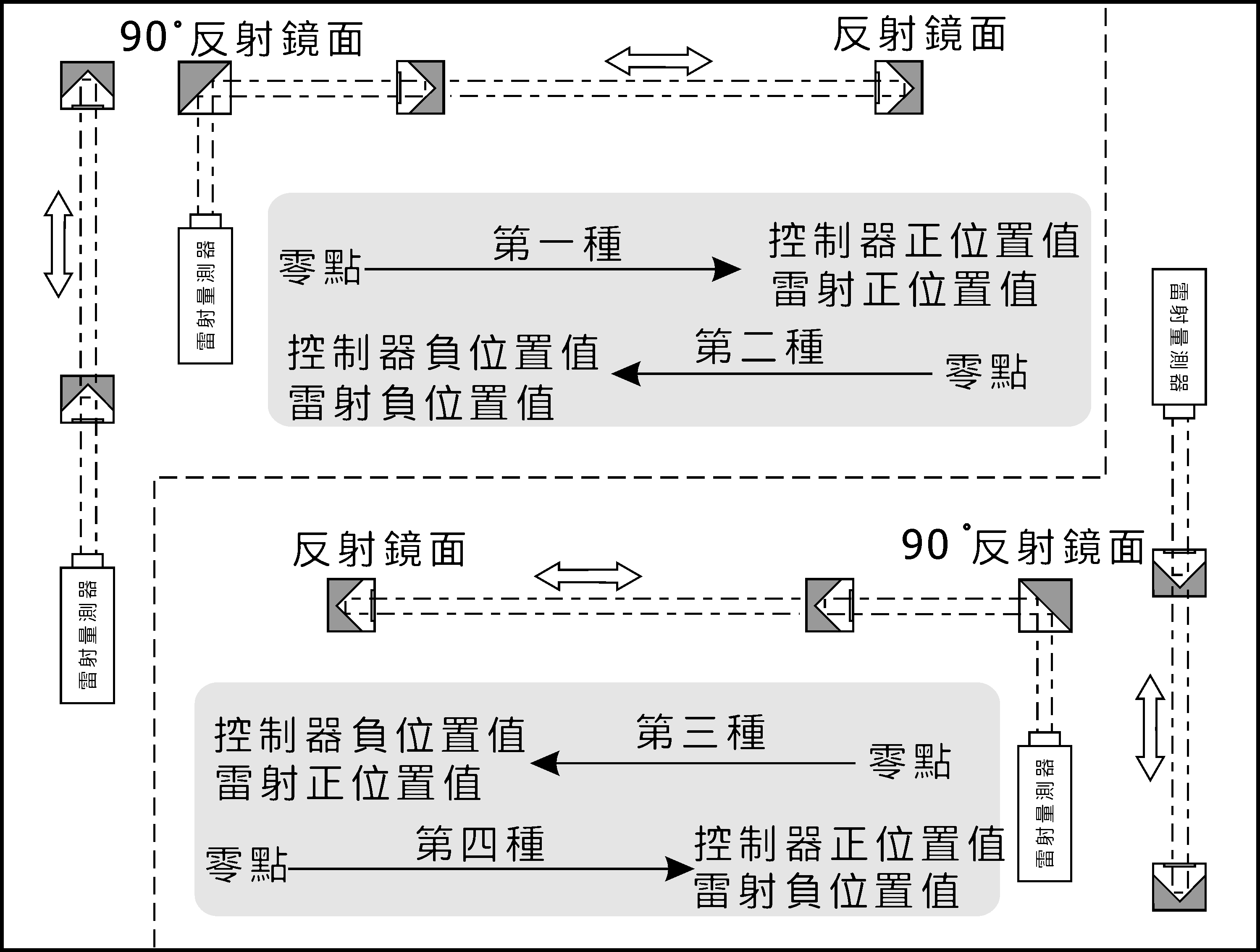
雷射量測器、反射鏡面與零點之關係圖
圖中於控制器上所用到位置值的是指機械位置值。於雷射量測器方面通常有提供參數可選擇改變其正負值,在與 INCON-M84/M86/M86R 搭配時,雷射量測的座標 +、– 符號要和控制器上的機械座標相同;也就是控制器上之機械位置值與雷射量測器方面與顯示之位置值是相同符號(同時為正值或同時為負值)。在做雷射量測前,必先做以下準備:
- 各軸馬達的伺服特性調整已完成(如:迴路增益、共振濾波器,並儘可能使各軸間平衡)。若該馬達的驅動器有 Auto-tune 功能請關閉不要使用。
- 各軸軟體極限暫時不使用,待量測完成後再恢復作用。使用者參數中各軸的座標偏移均須清除為零。
另外,每次量測前務必先做該軸的手動歸零動作,量測結果才會準確。為搭配自動雷射量測背隙與螺距誤差,在量測時 INCON-M84/M86/M86R 需同時執行量測所需之程式。