3.12.2.1 選項
• |
1/10 微米 SU:選擇此項,系統單位將以小數點四位作表示。 |
註. |
切換 1 微米 SU 或 1/10 微米 SU 時,下列使用者參數及機械參數將會改變。 |
使用者參數 |
|
1 |
座標偏移表 |
2 |
參考點位置 |
3 |
刀具補償表 |
4 |
刀長量測→拉起距離/偵測距離 |
5 |
加工循環→退刀排屑長度 |
6 |
G158 座標偏移 |
7 |
旋轉→角度值 |
8 |
額外 G54 座標偏移 |
機械參數 |
|
軸向 |
背隙/次背隙 |
歸零尋標偏移 |
|
正向軟體極限 |
|
負向軟體極限 |
|
預設機械位置 |
|
跟隨軸偏移 |
|
G10.4 偏移 |
|
正向螺距誤差補償表 |
|
負向螺距誤差補償表 |
|
仿線插值公差 |
|
五軸旋轉機構 |
|
• |
EIA 刀徑補償模式:如勾選此項,當程式讀取到 G41/G42 指令行,刀具會依據補償值 D 自動移至刀徑補償切削路徑之起始點,而後開始進行刀徑補償路徑切削;直至程式讀取到 G40 刀徑補償取消指令,刀具回復至原始切削路徑終點。範例與說明如下: |
範例程式:
G00 X0. Y0.
X30.Y30.
G42 D1
G01 X80.F500.
Y80.
X30.
Y30.
G40
M30
說明:
刀具快速移動至(30,30),讀取到 G42 D1(啟動刀徑補償指令)後,依補償值 D1=10 從起點(30,30)移動至刀徑補償切削路徑起始點(30,20),並開始進行 G01 X80. F500. 等路徑切削,直至讀取到 G40(刀徑補償取消指令),刀具回復至原始切削路徑終點(30,30),切削路徑如下圖所示:
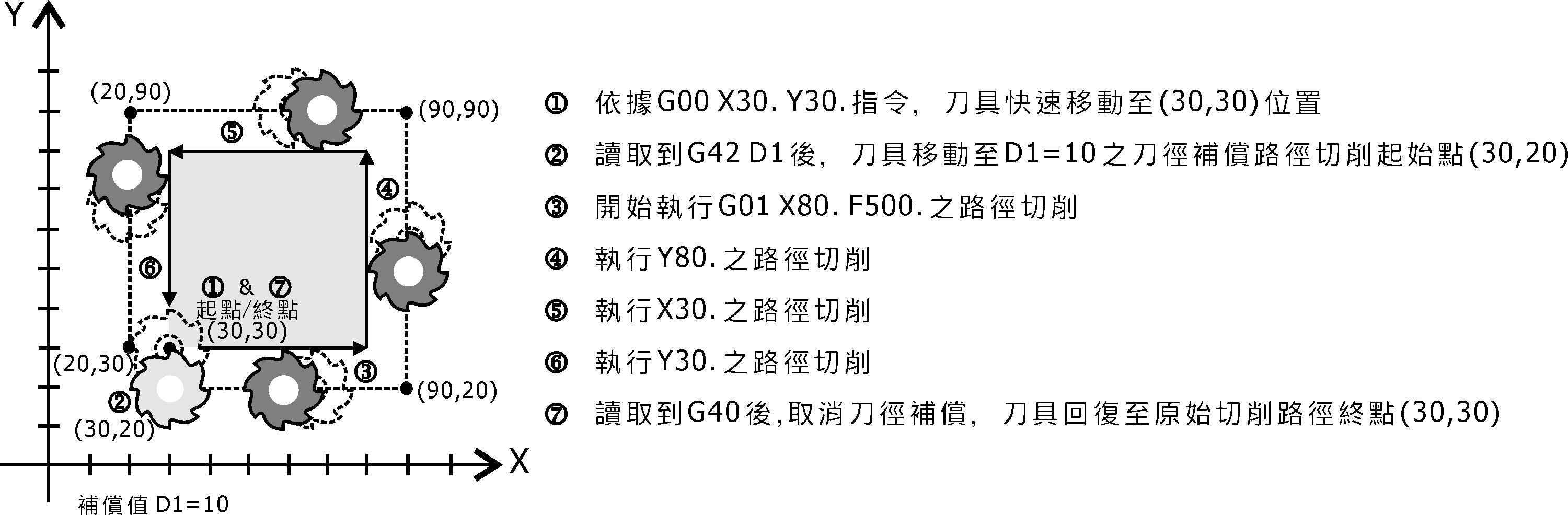
EIA 刀徑補償模式切削路徑
• |
精密進給:選擇此項,則控制器於加工時,將採用更細緻之插值方式。 |
- 精密背隙:
(1) |
請注意,如要選用此項目,必須先勾選 1/10 微米 SU 或精密進給選項後,此項目才會作用。 |
(2) |
精密背隙一項未被勾選時,於各軸向參數對話頁中次背隙欄位之值若為 0,則系統會自動採用背隙欄位之設定值;並且背隙與次背隙欄位設定值之單位為 1 μm。 |
(3) |
選擇此項,則背隙與次背隙欄位之值則必須被分別設定。(即當次背隙欄位之值為 0 時,系統不會自動採用背隙欄位中之設定值) |
(4) |
當精密背隙一項被勾選後,背隙與次背隙欄位設定值之單位為 1/10 μm。 |
 加工循環中使用節時 M 碼:
加工循環中使用節時 M 碼:
如勾選此項,則表示在連續的加工循環指令中,處理主軸啟動的 M 碼將使用節省時間的方式處理,亦即在 N 孔加工結束時啟動主軸,在位移至 N+1 孔後下刀時才偵測 M 碼是否結束,而非在 N 孔加工結束時啟動主軸且偵測到 M 碼結束後才位移至 N+1 孔上方。
請注意,如勾選此項,則 PLC 程式需改寫為:
if(plc.mCode.flag && !plc.mCode.finish){
switch(plc.mCode.data){
.... // m code processing
}
}
不可使用以下 PLC 程式寫法:
if(plc.mCode.flag){
switch(plc.mCode.data){
.... // m code processing
}
}
可節省時間的加工循環指令包含:G88、G87、G76、G86。
- PLC 使用巨集模式 B:如勾選此項,控制器於執行 PLC 時,將使用巨集模式 B,若此項未勾選,控制器將使用巨集模式 A。有關巨集模式 B 之詳細說明請參照 INCON-M84/M86/M86R 使用說明。
 G168 時停用加速背隙補償:M86R 控制器在 G168 模式下會根據五軸旋轉機構的參數補償旋轉機構組裝的誤差,例如五軸旋轉機構:轉盤-轉盤形式,在 G168 模式下讓 C 軸連續旋轉,此時 X、Y 軸會根據五軸旋轉機構中傾斜軸 X 或 Y 方向偏位的參數不斷移動補正,此時若在 X、Y 軸加入加速背隙補償而 X、Y 軸的加速背隙補償值及加速背隙補償時間太大時,會造成 X、Y 軸震動產生異音,也會造成工件表面粗糙,此時可以利用此選項停用軸向的加速背隙補償。
G168 時停用加速背隙補償:M86R 控制器在 G168 模式下會根據五軸旋轉機構的參數補償旋轉機構組裝的誤差,例如五軸旋轉機構:轉盤-轉盤形式,在 G168 模式下讓 C 軸連續旋轉,此時 X、Y 軸會根據五軸旋轉機構中傾斜軸 X 或 Y 方向偏位的參數不斷移動補正,此時若在 X、Y 軸加入加速背隙補償而 X、Y 軸的加速背隙補償值及加速背隙補償時間太大時,會造成 X、Y 軸震動產生異音,也會造成工件表面粗糙,此時可以利用此選項停用軸向的加速背隙補償。 重合 G168G169 偏移:如勾選此項,G158/G168 模式將與 G169 模式使用相同的座標偏移。
重合 G168G169 偏移:如勾選此項,G158/G168 模式將與 G169 模式使用相同的座標偏移。- 一定使用 G178:如勾選此項,於 G168 模式啟用時,無論加工程式中是否宣告 G178,均可在五軸程式空間中進行 G00 定位動作。