7.4.2 零點在正端
目的:零點在正端時正向螺距誤差與負向螺距誤差之設定。
假設 Z 軸零點在正端,行程稍大於 450 mm,可分為 18 段,每段長(螺距誤差補償間距)25 mm,每移動一段將會暫停 3 秒,以供雷射量測時間所需。而且在補償行程範圍兩端外,各尚有 2 mm 以上的空間可往返以消除背隙。
INCON-M84/M86/M86R 搭配螺距誤差與負螺距誤差所需之程式範例二:
;(零點在正端),請先做該軸手動歸零動作
;假設螺距誤差補償間距(每段長)= 25 mm,共18段。(行程稍大於 450 mm)
;補償行程範圍兩端各尚有2 mm以上的空間可往返以消除背隙
;
;主程式
G90 G28 Z0 ;先回機械原點
G91 G1 Z2. F2000 ;再往返-2 mm以消除背隙
G4 P1
G1 Z-2.
M97 P0001 L18 ;階段性前移18次
G91 G1 Z-2. ;再往返2 mm以消除背隙
G4 P1
G1 Z2.
M97 P0002 L18 ;階段性後移18次
M30
;
;第二、三種位置值組合時使用之階段移動副程式
O0001
G91 G1 Z-25. ;反向階段移動-25 mm
G4 P3 ;每移動一段暫停3秒
M99
;
O0002
G91 G1 Z25. ;正向階段移動25 mm
G4 P3 ;每移動一段暫停3秒
M99
由於零點在正端,所量測得之位置值均應為負,若測得各補償值如下:
1. |
正向螺距量測:從零點量測至行程 -450 mm 之誤差值,請設定於 "機械參數→螺距誤差補償表→Z 軸"。 |
段號 |
CNC 控制器機械位置值 |
雷射量測位置值 |
絕對誤差補償值 |
增量誤差補償值 |
0 |
0(零點) |
0 |
0 |
0 |
1 |
-25.000 |
-25.001 |
-1 |
-1 |
2 |
-50.000 |
-50.002 |
-2 |
-1 |
3 |
-75.000 |
-75.005 |
-5 |
-3 |
4 |
-100.000 |
-100.007 |
-7 |
-2 |
.. |
...... |
...... |
.. |
.. |
17 |
-425.000 |
-425.014 |
-14 |
.. |
18 |
-450.000 |
-450.015 |
-15 |
-1 |
19 |
.. |
.. |
0 |
0 |
2. |
負向螺距量測:從行程 -450 mm 返回量測至零點之誤差值,請設定於 "機械參數→進階→負向螺距誤差補償表→Z 軸"。 |
段號 |
CNC 控制器機械位置值 |
雷射量測位置值 |
絕對誤差補償值 |
增量誤差補償值 |
0 |
0(零點) |
0 |
0 |
0 |
1 |
-25.000 |
-25.002 |
-2 |
-2 |
2 |
-50.000 |
-50.004 |
-4 |
-2 |
3 |
-75.000 |
-75.008 |
-8 |
-4 |
4 |
-100.000 |
-100.011 |
-11 |
-3 |
.. |
...... |
...... |
.. |
.. |
17 |
-425.000 |
-425.015 |
-15 |
.. |
18 |
-450.000 |
-450.017 |
-17 |
-2 |
19 |
.. |
.. |
0 |
0 |
在填寫螺距補償表時需先填寫零點座落之表格位置(於此例是第 18 格),而後將各誤差補償值由第 18 格向前依序填入。(第 18 格內必須填入 0)。
1. 使用絕對誤差補償值時之填寫如下:
(1)正向螺距誤差補償表 − Z 軸:
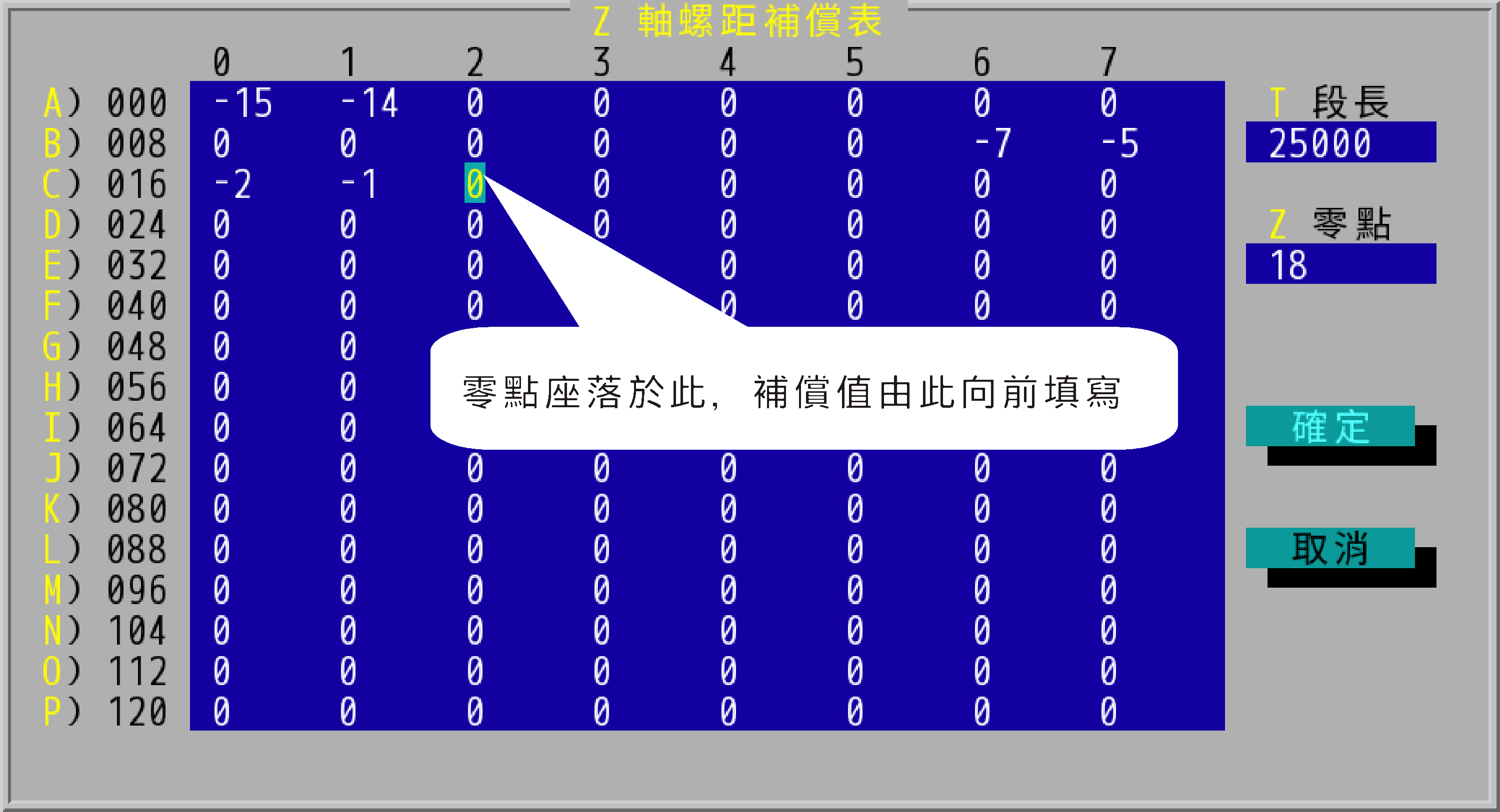
"Z 軸螺距補償表" 設定(使用絕對誤差補償)
(2)負向螺距誤差補償表 − Z 軸(段長及零點使用螺距誤差補償表之設定):
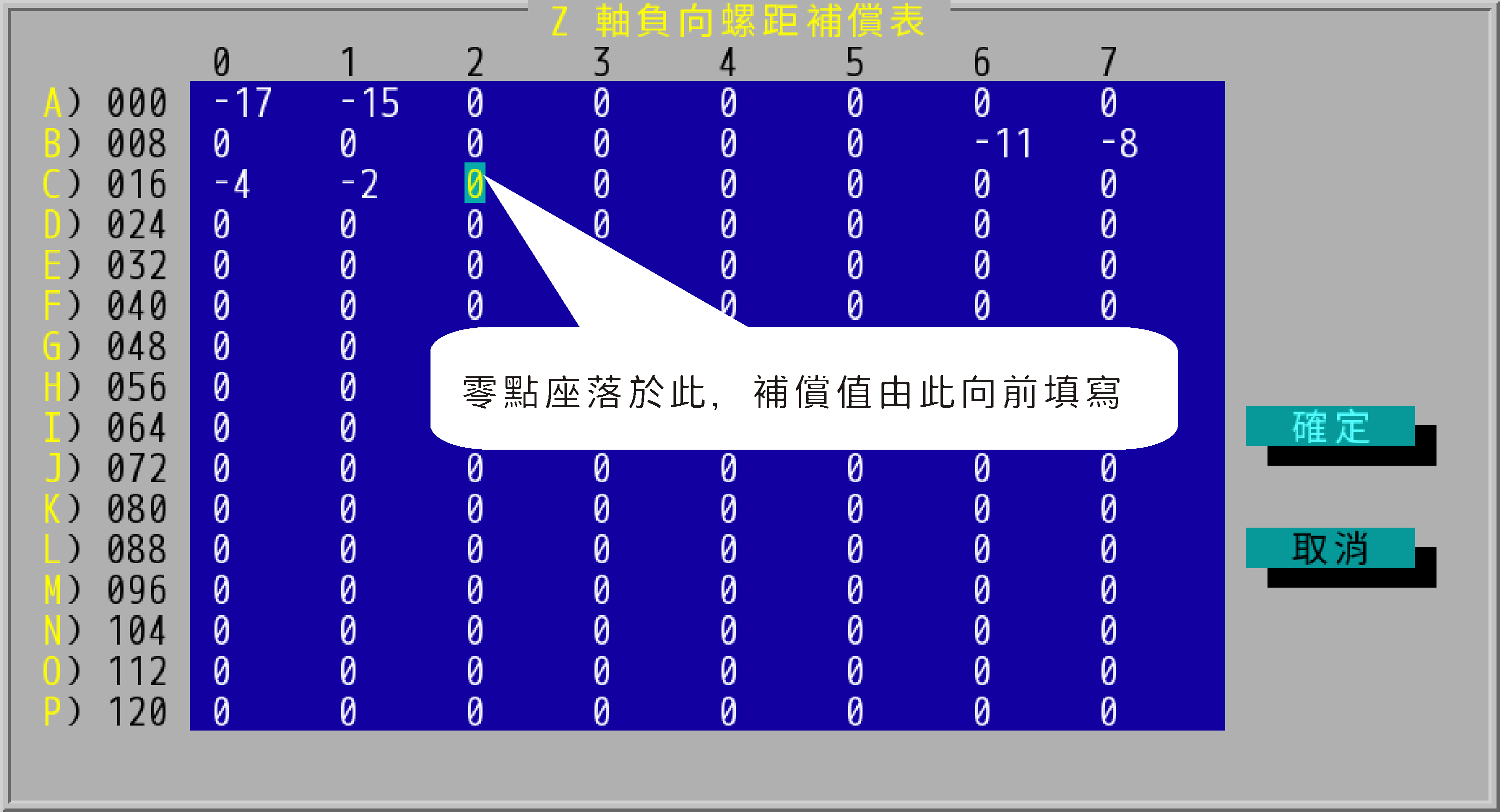
"Z 軸負向螺距補償表" 設定(使用絕對誤差補償)
2. 使用增量誤差補償值時之填寫如下:
(1)正向螺距誤差補償表 − Z 軸:
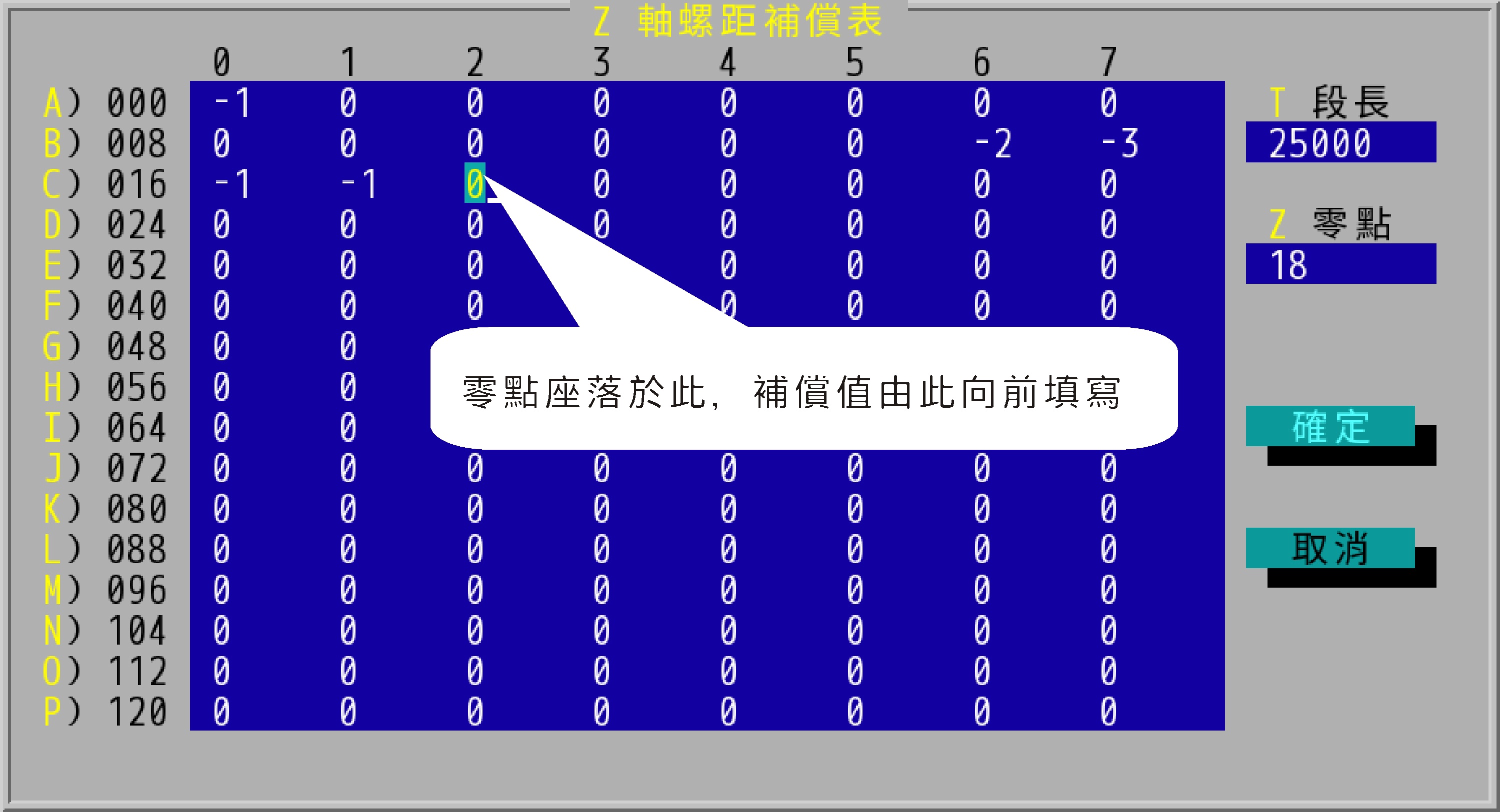
"Z 軸螺距補償表" 設定(使用增量誤差補償)
(2)負向螺距誤差補償表 − Z 軸(段長及零點使用螺距誤差補償表之設定):
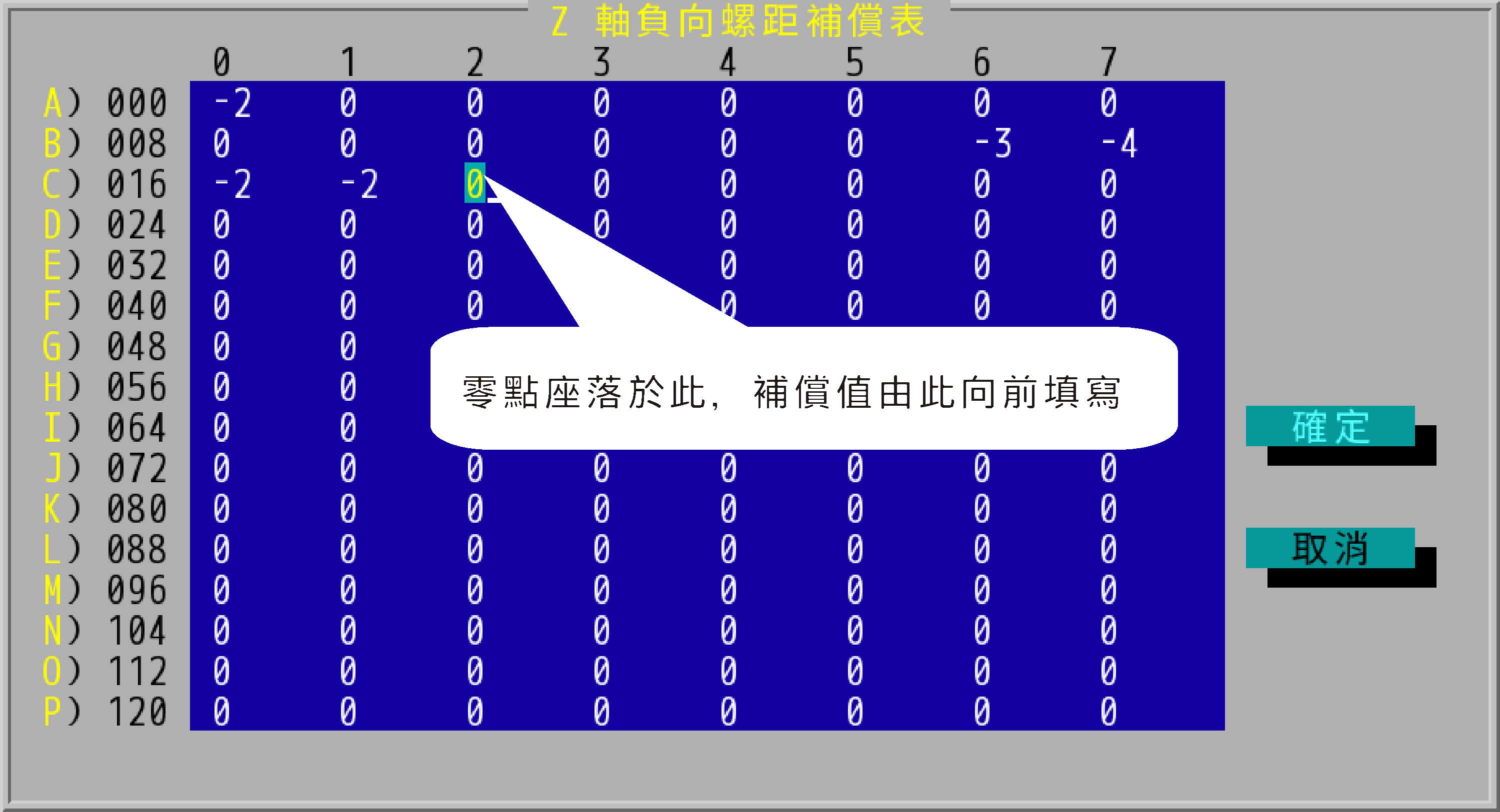
"Z 軸負向螺距補償表" 設定(使用增量誤差補償)