3.2.5.7.1 方形筍狀自動加工
格式:G70.02(G02/G03)(P_)X_Y_Z_U_V_W_A_B_(C_ J_K_)Q_(L_/R_ D_) I_(E_F_)
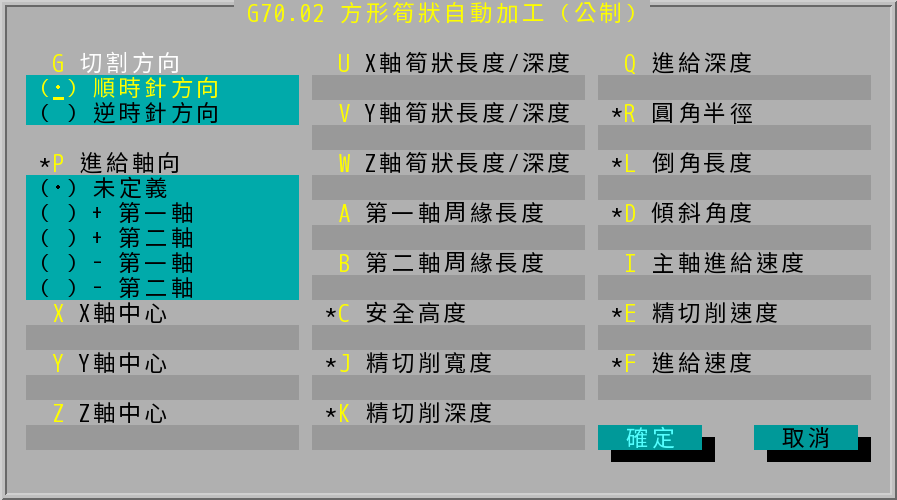
"G70.02 方形筍狀自動加工" 對話盒
- 切割方向:可指定依順時針或逆時針方向切割,其指令碼在程式中為 G02/G03。
- 進給軸向:可不定義或選擇第一軸+、第一軸-、第二軸+、第二軸-,其指令碼在程式中為 P0~P4。(第一軸及第二軸之軸向視設定之工作平面(G17/G18/G19)而定)
- X/Y/Z 軸中心:筍狀加工的中心位置,可使用絕對或增量座標。
- X/Y/Z 軸筍狀長度/深度:在 G17 模式(選擇 XY 平面)中,U_ 與 V_ 定義該筍狀加工要挖掘的長與寬。而 W 則定義此筍狀加工的深度,一般來說,深度為負值(向下挖)。
- 第一軸周緣長度、第二軸周緣長度:定義筍狀外圍要挖掘部份的長與寬,A/B 長與寬值必須大於 U/V 筍狀的長與寬,否則將視同程式錯誤而不執行。
- 安全高度:安全起始加工高度。
- 精切削寬度、精切削深度:最後保留精切削之厚度與深度。
- 進給深度:每次下挖的深度。
- 圓角半徑、倒角長度:方形筍狀之圓角與倒角視需要而輸入其一。若兩項都給,則倒角將被忽略。
- 傾斜角度:繞著方形筍狀中心點逆時針旋轉的角度。
- 主軸進給速度:主軸平行軸向下挖的速度。有關主軸平行軸之說明,請參照 INCON-M84/M86/M86R 接機說明。
- 精切削速度:精切削速度,若沒有輸入,則將以進給速度的一半值取代之。
- 進給速度:切削速度,若先前已設定過,且不需更改其值,則不需輸入,系統將自動沿用上次之設定值。
- "參數→刀具補償表" 內該刀號的刀徑值必須先行設定,否則程式將不執行。
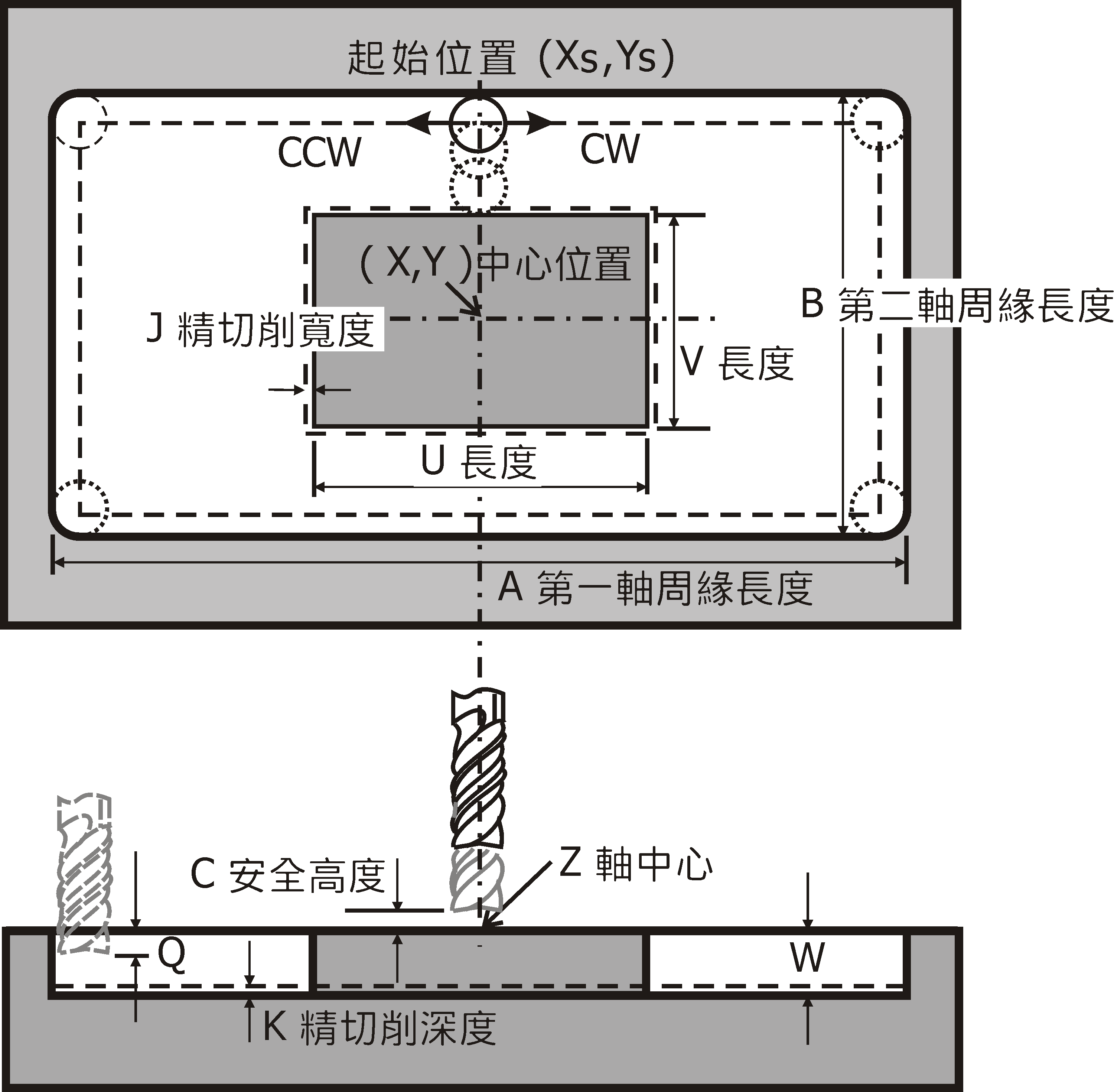
方形筍狀自動加工示意圖