3.2.5.9 面銑
格式:G70.06 D_X_Y_Z_U_V_W_C_I_F_
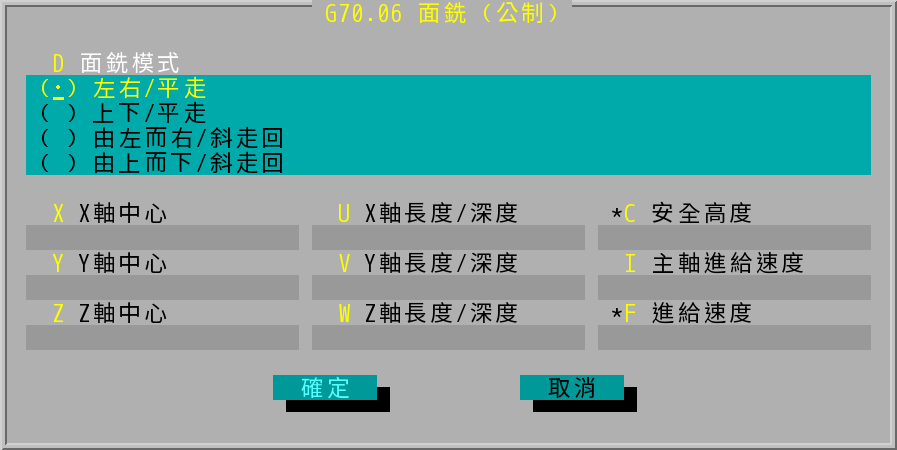
"G70.06 面銑" 對話盒
1. 面銑模式有四種:
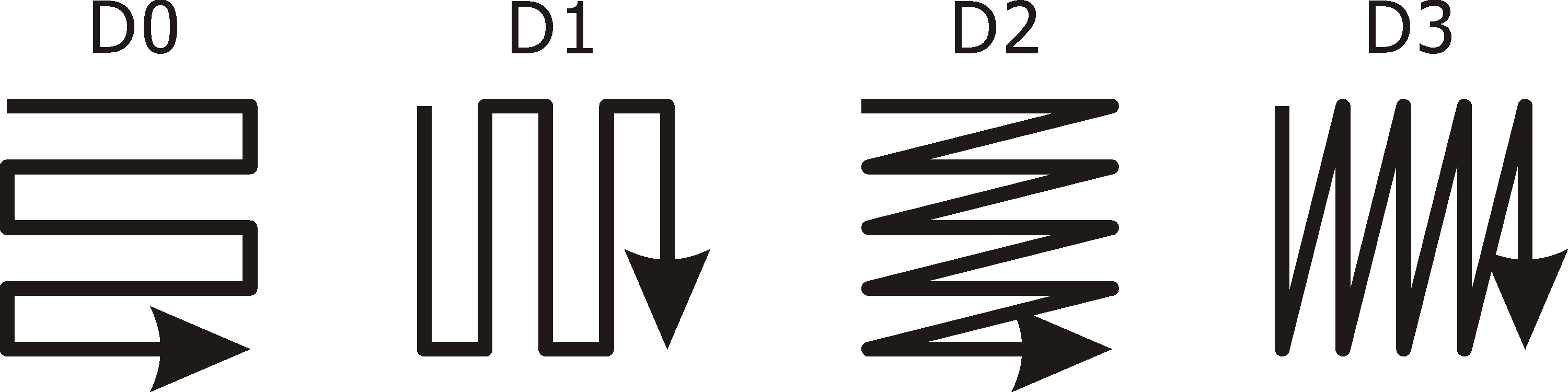
面銑的四種模式
(1)由左而右/平走面銑(D0)
面銑刀先沿著 X 軸行進 U_ 行程後,轉向 Y 軸移動進給寬度量,再沿著 X 軸回走 U_ 行程,再轉向 Y 軸移動進給寬度量,再沿著 X 軸行進。如此往返面銑至完成全部行程為止。
(2)由上而下/平走面銑(D1)
面銑刀先沿著 Y 軸行進 V_ 行程後,轉向 X 軸移動一進給寬度量,再沿著 Y 軸回走 V_ 行程,再轉向 X 軸移動進給寬度量,再沿著 Y 軸行進。如此往返面銑至完成全部行程為止。
(3)由左而右/斜走回面銑(D2)
面銑刀先沿著 X 軸行進 U_ 行程後,即斜向走回 X 軸行程,同時 Y 軸移動進給寬度量。然後再重複上述動作至完成全部行程為止。
(4)由上而下/斜走回面銑(D3)
面銑刀先沿著 Y 軸行進 V_ 行程後,即斜向走回 Y 軸行程,同時 X 軸移動進給寬度量。然後再重複上述動作至完成全部行程為止。
2. 面銑模式指令之動作:
(1) |
刀具將快速地由輸入數值(X,Y,U,V)計算而得的起始位置(Xs,Ys)及所給的安全高度(Z+C)處。 |
(2) |
主軸以主軸進給速度下降至所給深度(W_)處,而後以輸入之進給速度開始進行面銑。 |
(3) |
當完成該面銑行程後,刀具將提至原起始高度,並停在該面銑平面之正中心(X,Y)處。 |
3. 中心位置(X,Y,Z)可以使用絕對或增量座標。
4. U、V 定義著面銑矩形平面之 X 軸與 Y 軸向長度。
5. |
往返面銑間,每次進給寬度值係由 "參數→加工循環→進給寬度" 決定之,有 150%、125%、100%、75% 可選擇。 |
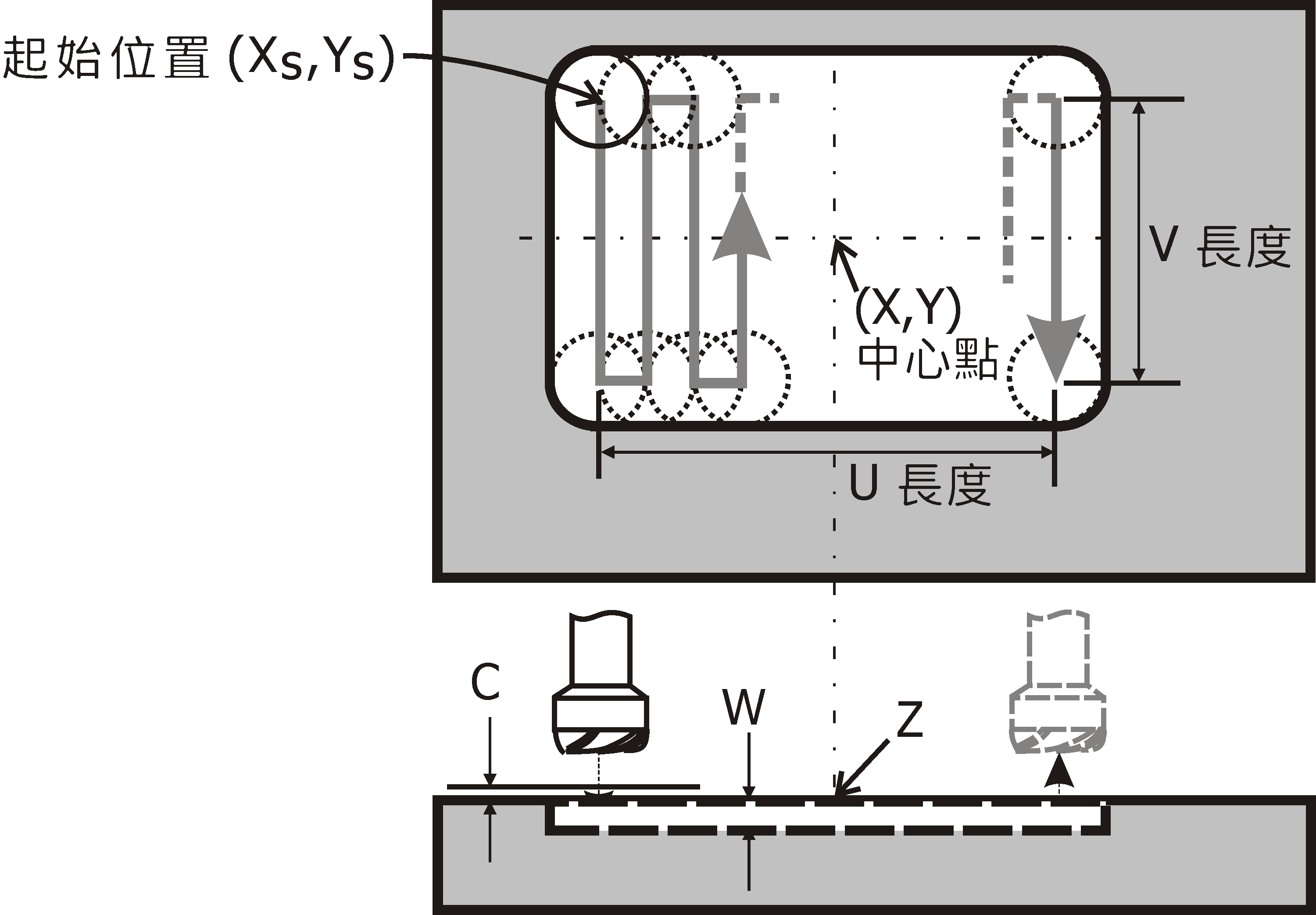
面銑示意圖(以 D1 模式為例)