3.2.5.2 加工循環
格式:G73/G76/G83/G87 X_Y_Z_(R_Q_K_F_)
格式:G74/G81/G84/G85/G86/G88/G89 X_Y_Z_(R_K_F_)
格式:G82 X_Y_Z_(R_P_K_F_)
選擇 "加工循環" 功能後,會跳出一對話盒如下圖所示。
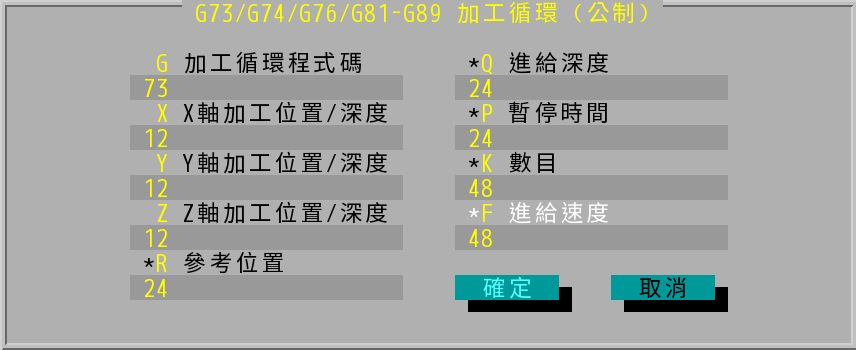
"G73/G74/G76/G81-G89 加工循環" 對話盒
輸入數值並按下 ENTER 確定後,在程式顯示區即自動插入對應之指令行如下圖所示。此對話盒內之各項目,與鑽孔、搪孔或攻牙等循環指令中各項定義相同,使用者可依不同循環指令輸入所需之項目即可。
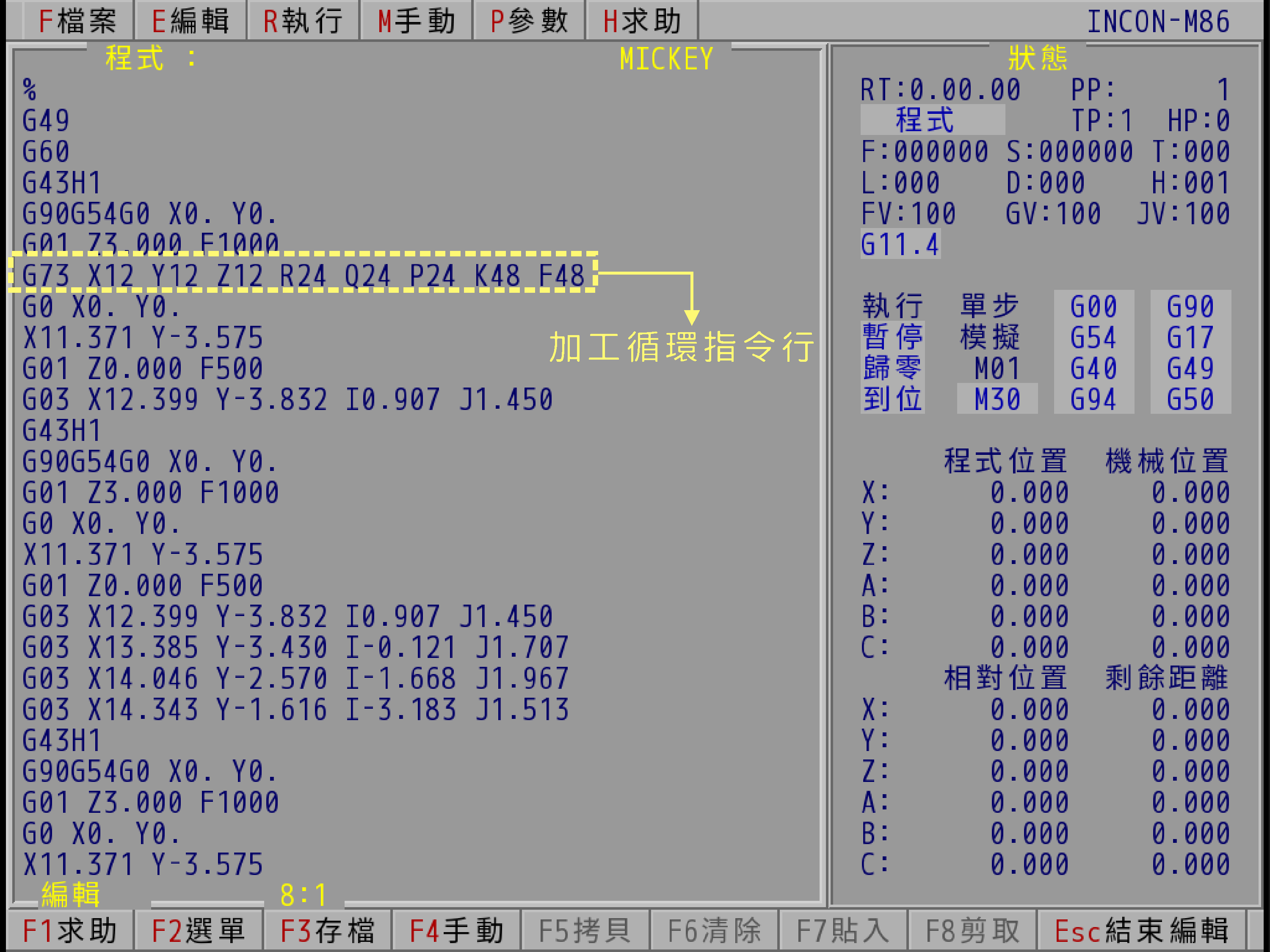
加工循環指令行(以 INCON-M86 為例)
- G90/G91(以絕對座標值/相對增量值規劃程式)與 G98/G99(加工循環指令退回原起始高度∕參考高度 R 點)在這對話盒中也具有作用。
- X/Y/Z 軸加工位置/深度:加工位置及深度,可使用 G90/G91(以絕對座標值/相對增量值規劃程式)。
- 參考位置:起始加工參考位置。
- 進給深度:每次下挖的深度。U_/V_/W_ 會依所選擇平面模式(G17/G18/G19)而自動決定是 U_、V_ 或 W_。
- 暫停時間:主軸加工至底部所停留之時間。
- 數目:重複鑽孔循環的次數(K 值)。如 K 值是以絕對座標值填入,則不論填入之 K 值為多少,系統僅會執行 1 次鑽孔,如 K 值是以相對增量值填入,則系統會重複 K 次鑽孔循環。(如下圖所示)
- 進給速度:切削速度,若先前已設定過,且不需更改其值,則不需輸入,系統將自動沿用上次之設定值。
- 若 X 軸加工位置/深度、Y 軸加工位置深度使用增量值(即 G91 模式),則此指令的動作與 "鑽孔模式→線性鑽孔模式" 之動作完全相同。
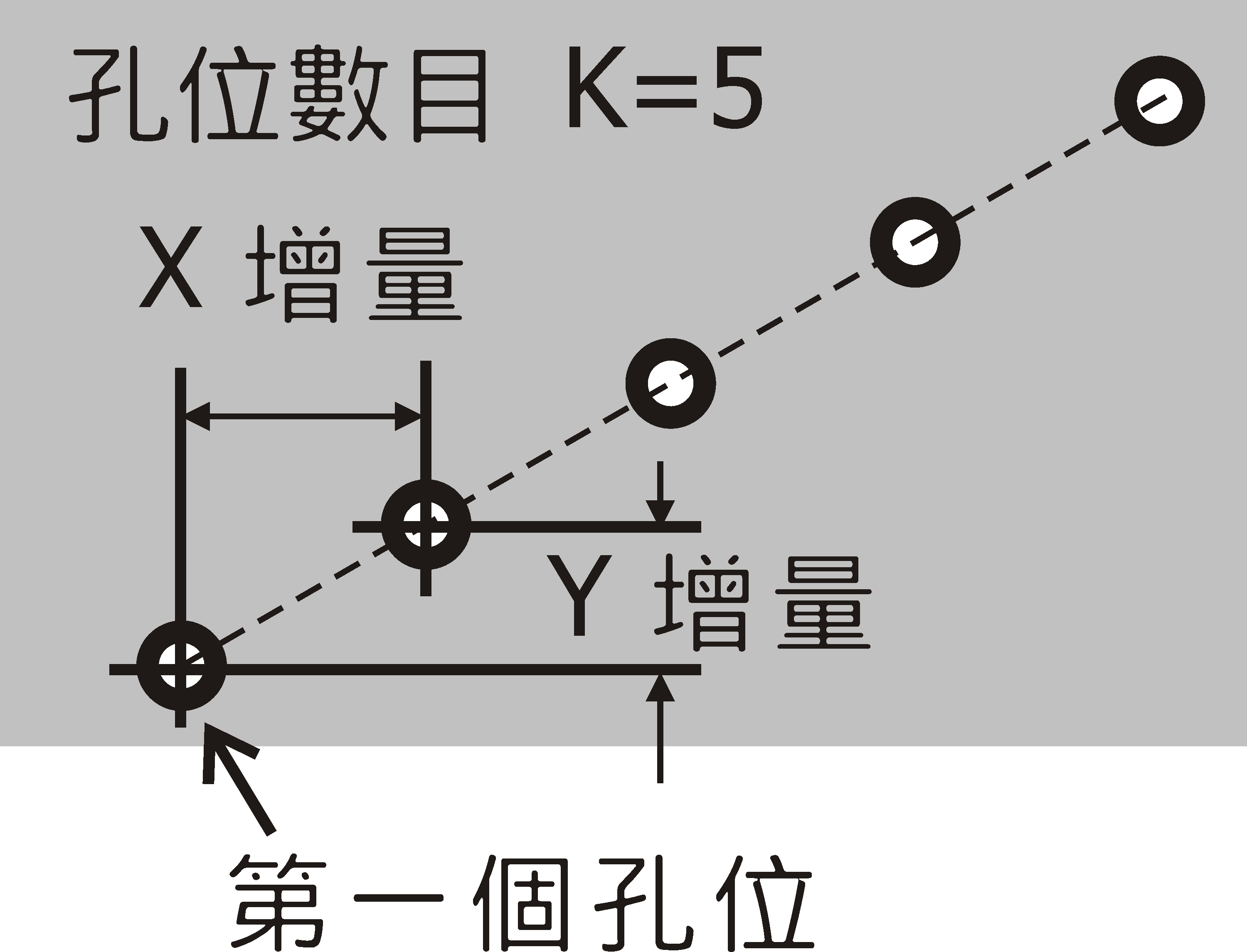
重複鑽孔循環示意圖