4.15.3 刀長補正範例:G43
- SAMPL43.CNC
;先設定參數(參數→刀具補償表)
;刀具號碼 1 之長度補償(=10 mm)
;然後執行此程式
G90;
/M03;
G00 Z0;
M98 SUBWORK1 ;呼叫副程式
G43 H1 ;刀長補正
M98 SUBWORK1 ;呼叫副程式
G49 G00 Z10;
/M05;
M30 ;程式結束
;
;改變 T1 刀長為 -15 mm
;然後再執行一次此程式
;注意刀尖位置之變異
- SUBWORK1.CNC
;工件切削副程式
G90;
G00 X0 Y0;
G01 Z-5. F500.;
X100. F1500.;
X90. Y10.;
G03 X10. Y90. I-40. J40.;
G01 X0 Y100.;
Y0;
Z0;
M99
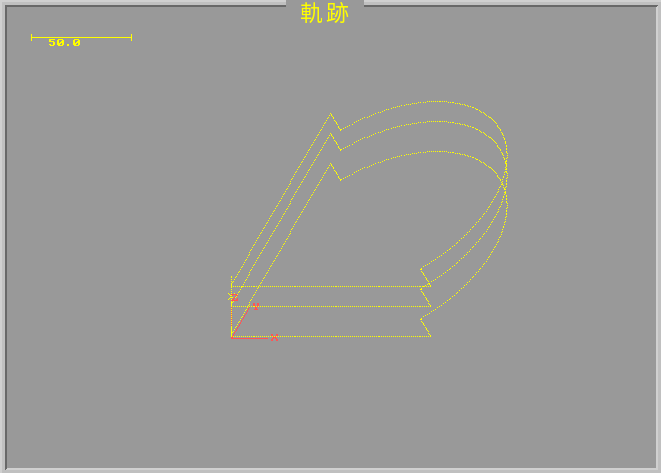
G43 範例圖形