4.5.1 G00/G53:定位(快速移動)/以機械座標快速定位
格式:
G00 X_Y_Z_A_(M84)
G00 X_Y_Z_A_B_C_(M86/M86R)
G53 X_Y_Z_A_(M84)
G53 X_Y_Z_A_B_C_(M86/M86R)
此指令可使刀具中心的刀端點快速移動至所設定的目的地 X_Y_Z_A_(M86/M86R:X_Y_Z_A_B_C_)。只要非切削的移動,通常使用 G00 指令,以節省加工時間,例如:由機械原點快速定位至切削起點、切削完成後的 Z 軸退刀及 X、Y 軸的定位……等。其移動速度是由 "機械參數→軸向參數→X(Y、Z)軸→G00 速度" 乘上 G00 速率超馳調整百分比決定。G00 速率超馳調整是由機械面板上的旋鈕來操作的。G00 可三軸同動、二軸同動或單軸移動,此由 "機械參數→動作與速度→G00 動作模式" 中設定,如欲改變 G00 移動模式,請洽您的機械製造廠。
G53 與 G00 皆可執行快速移動至設定之目的地,不同的是 G53 所用的 X_Y_Z_A_(M86/M86R:X_Y_Z_A_B_C_)是機械座標值,且需在 G90 絕對座標模式下,以及單節中有 G53 指令,若在 G91 相對增量模式下 G53 將被忽略不執行。
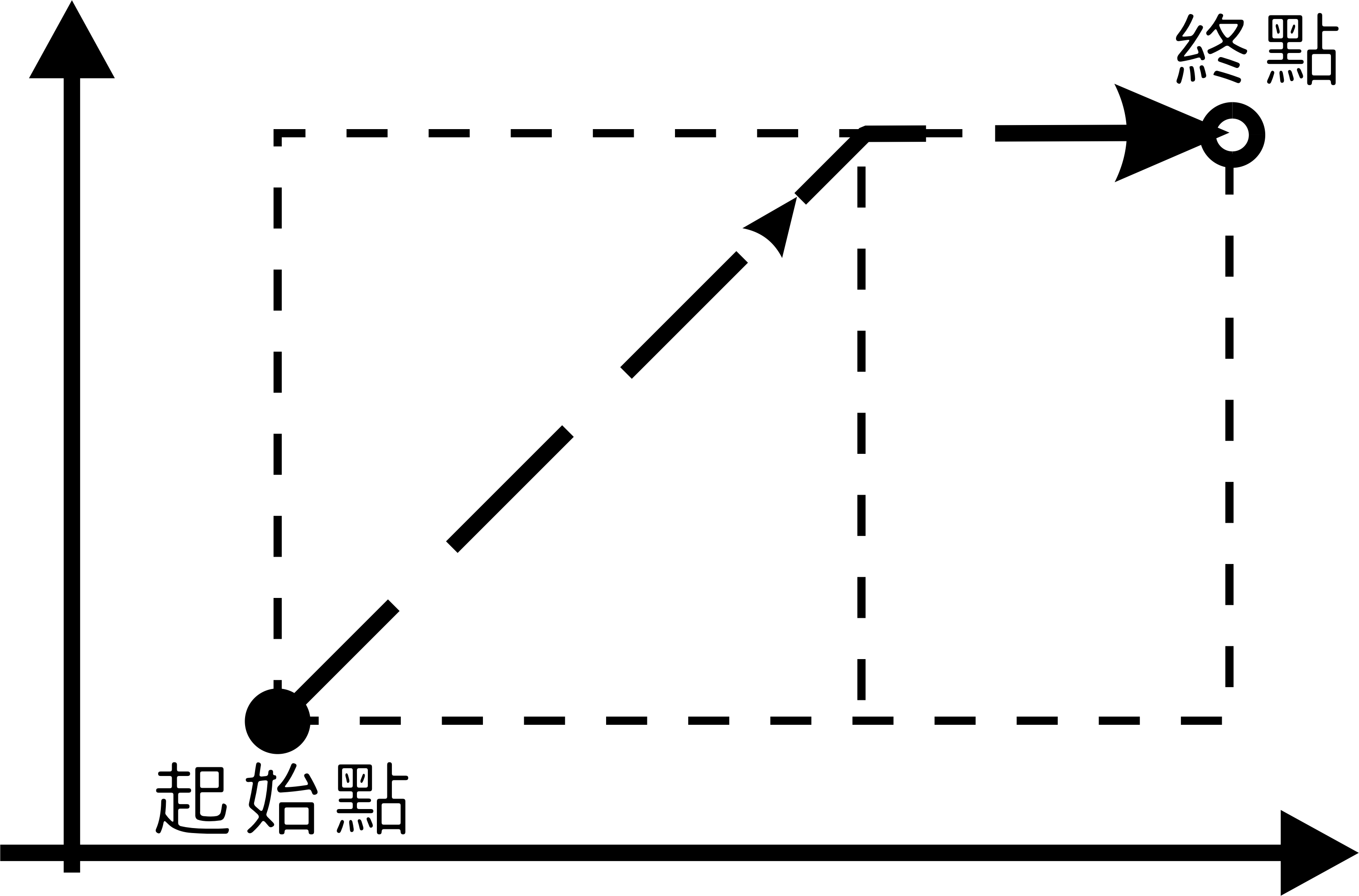
G00 兩軸定位
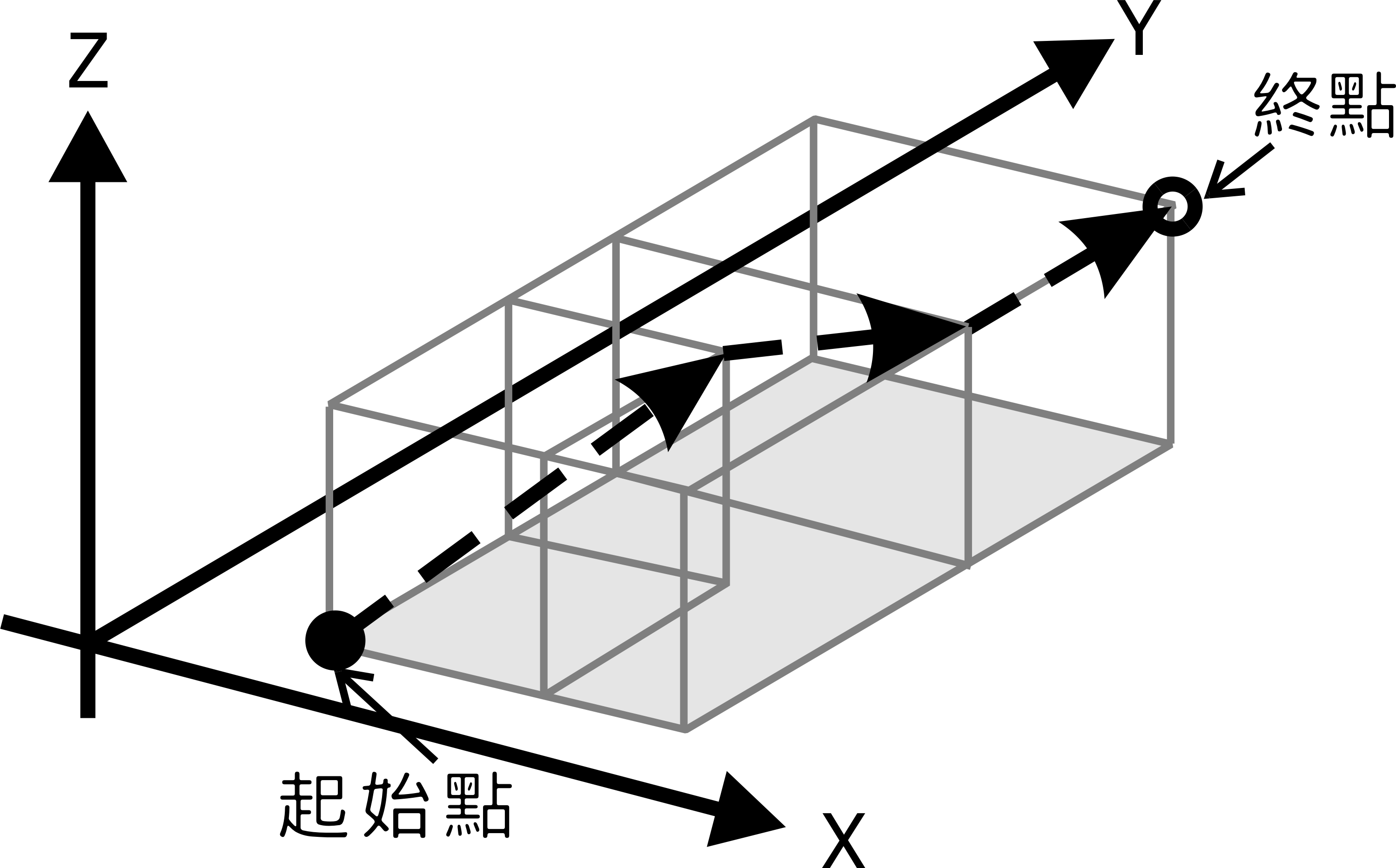
G00 三軸定位
註. 就任意兩軸定位而言,G00/G53 是與 G17/G18/G19 等平面選擇無關。