4.5.2 G01:直線插值
常態直線插值
格式:
- G01 X_Y_Z_A_F_(M84)
- M86 六軸任四軸,例如:
G01 X_Y_Z_A_F_
G01 X_Y_Z_B_F_
G01 X_Y_Z_C_F_
G01 X_Z_A_B_F_
- G01 X_Y_Z_A_B_C_F_(M86/M86R)
工件的輪廓為直線時,皆以 G01 指令切削之。X_Y_Z_A_(M86R: X_Y_Z_A_B_C_F_)座標位置為切削之終點,M86R 可六軸同動(亦可 5、4、2、1 軸同動)、M86 可任四軸同動(亦可 3、2、1 軸同動)、M84 可四軸同動(亦可 3、2、1 軸同動),而由 F_ 值指定切削時的進給速率,其速度可被進給速率超馳調整百分比調整之。進給速率超馳調整是由第二機械操作面板的旋鈕來操作的。
F_ 的單位因 G94(mm/min)或 G95(mm/rev)所定義而有所不同。F_ 是持續有效指令,故下一單節切削速率相同時可省略不寫。例如:在 G95 模式下 F0.1 S3000 的進給距離為:0.1(mm/rev)x 3000(rev/min)= 300(mm/min)
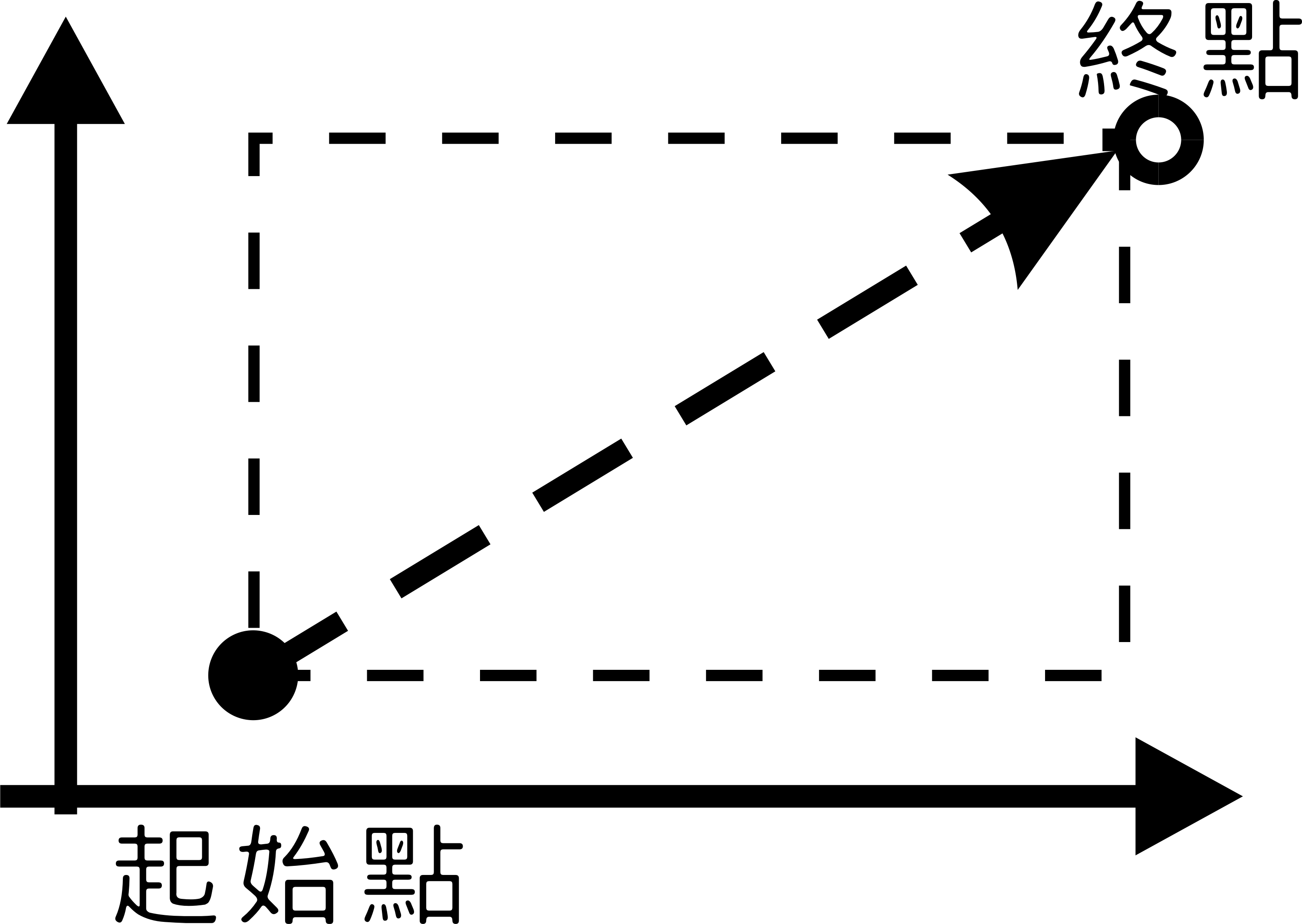
G01 兩軸線性插值
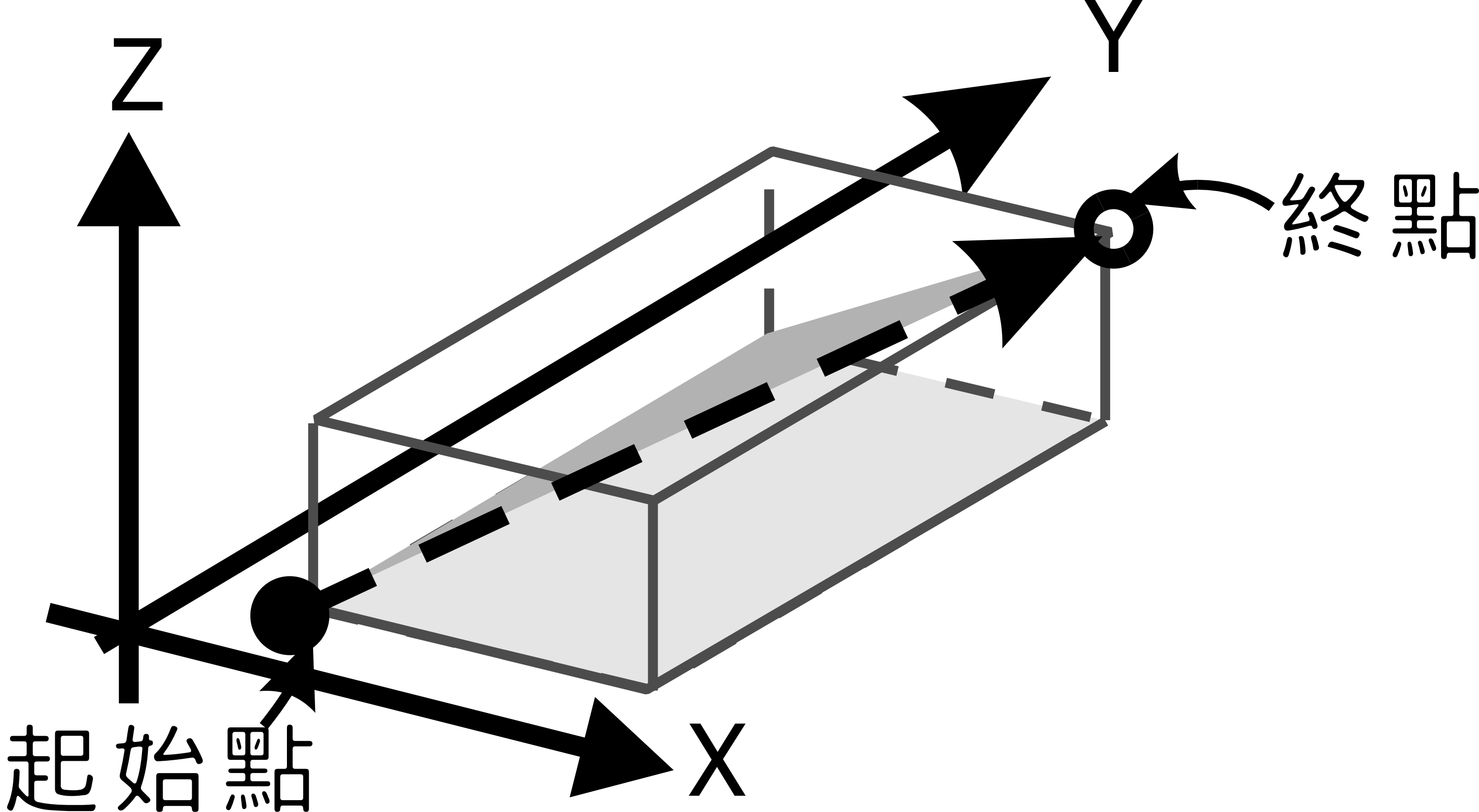
G01 三軸線性插值
註. |
就任意兩軸之直線插值而言,G01 是與 G17/G18/G19 等平面選擇無關;但若需要執行倒角或圓角時,所移動軸向一定要和 G17/G18/G19 所定義平面一致,如 G17 必須是 G01 X_Y_L_F_ 或 G01 X_Y_R_F_,不可以是 G01 X_Z_F_。 |
倒角或圓角的直線插值
格式:
G01 X_Y_L_F_
G01 X_Y_R_F_
倒角或圓角只能在特定平面執行,且該行倒角或圓角行指令與下一行指令都必須是直線插值指令,才會執行倒角或圓角。
倒角乃為在距兩直線相交點 L_ 值距離處,自動加入一倒角指令,使工件之切角不至於太銳利。圓角則於兩直線相交點處,自動加入一半徑為 R_ 值的圓弧指令,使與兩直線相切於這個圓弧,以使原工件之切角成為圓角。
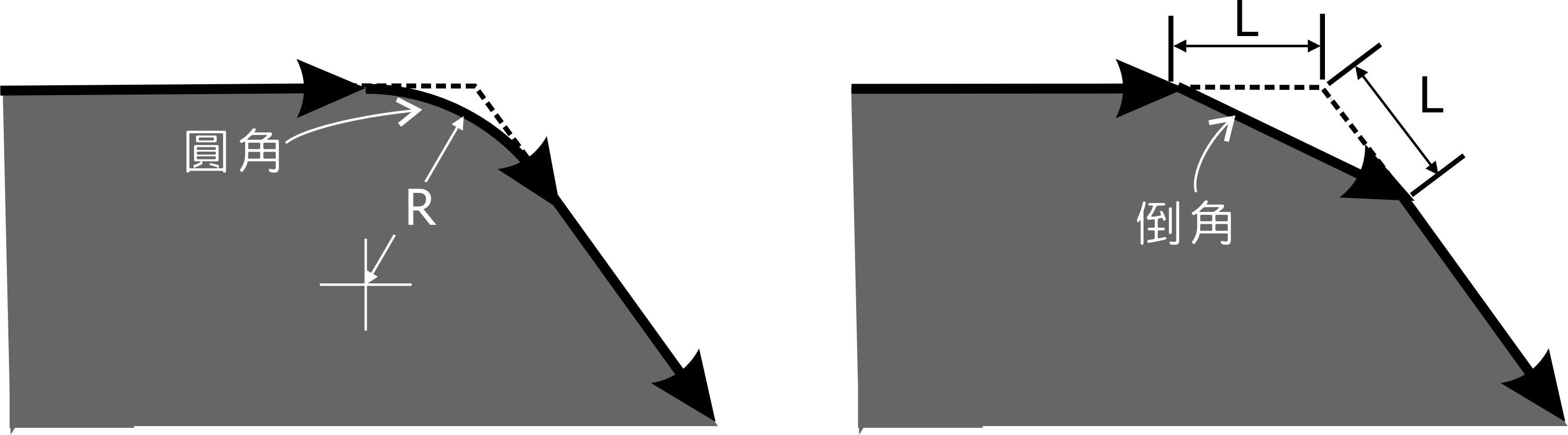
圓角 R 值與倒角 L 值示意圖
註 1. |
倒角的 L_ 值或圓角的 R_ 值必須是適當大小,如果兩值過大兩線之移動長度則不可執行。 |
註 2. |
圓角及倒角之直線插值因和平面選擇有關,G17 下僅有 X_Y_L_(R_)可被執行,G19 下僅有 Y_Z_L_(R_)可被執行,G18 下僅有 X_Z_L_(R_)可被執行。 |