4.12.3 G30:經由指定中途點到第二、第三或第四參考點
格式:
G30 [G00/G01] X_Y_Z_A_P_(M84)
G30 [G00] X_Y_Z_A_B_C_P_(M86)
G30 [G01] 六軸任四軸組合 P_(M86)
G30 [G00/G01] X_Y_Z_A_B_C_P_(M86R)
G30 指令的功能是由刀具所在位置經過中途點回到所選擇的參考點。P_ 為所選擇之第二、第三或第四參考點;指令中的座標是指中途點位置。此指令與 G28 指令的差別在於 G28 是回第一參考點,而 G30 是回所選擇的第二、第三或第四參考點。第二、三、四參考點之座標位置於 "F2→參數→參考點位置" 中設定。
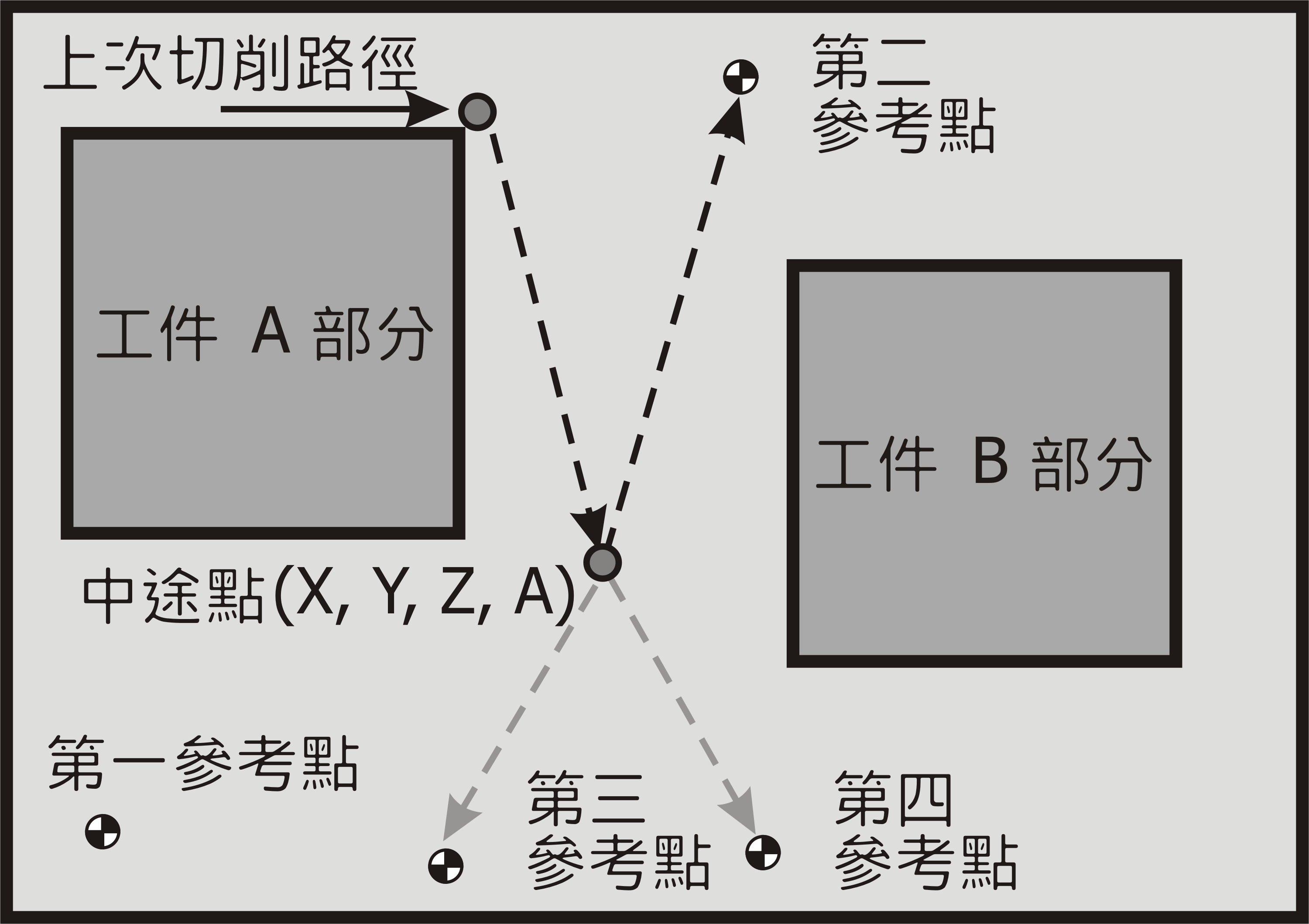
G30 經由指定中間點到第二參考點
註 1. |
當用 G28 或 G30 指令,在刀具經由中途點到達第一參考點(G28)或第二、三、四參考點(G30)後,變更程式工作座標系時,中途點也轉換至新座標系。如果隨後執行 G29 指令,則刀具會經由新座標系的中途點移到目的點位置。 |
註 2. |
在使用 G28、G30 之前應將刀長補正或刀徑補償取消(即執行指令 G49、G40)。 |