4.7.3.2 G73/G83:較複雜之鑽孔加工循環
格式:
G73 X_Y_Z_R_Q_K_F_ ;鑽搪孔加工循環(快速啄進)
G83 X_Y_Z_R_Q_K_F_/X_Y_Z_R_I_J_K_L_F_ ;鑽搪孔加工循環(啄進退屑)
G73/G83 指令為較複雜之鑽搪孔動作,採分段啄進,每段並有退屑的動作。此種間歇進給的加工方式可使切屑裂斷,以及切削劑易到達切邊,進而使排屑容易且冷卻、潤滑效果較佳。
執行 G73 指令時,鑽頭先快速定位至指定的座標位置 X_Y_,再快速定位至參考高度 R_ 處,接著指定之進給速率 F_ 向 Z 軸下鑽至指定距離 Q_(Q_ 必為正值),再快速退回距離 d,依此方式循環鑽孔至所指定的孔底位置 Z_。G73 於退屑時,只退固定之退刀排屑長度 d;此退刀排屑長度在 "參數→加工循環" 項中設定,如下圖所示。
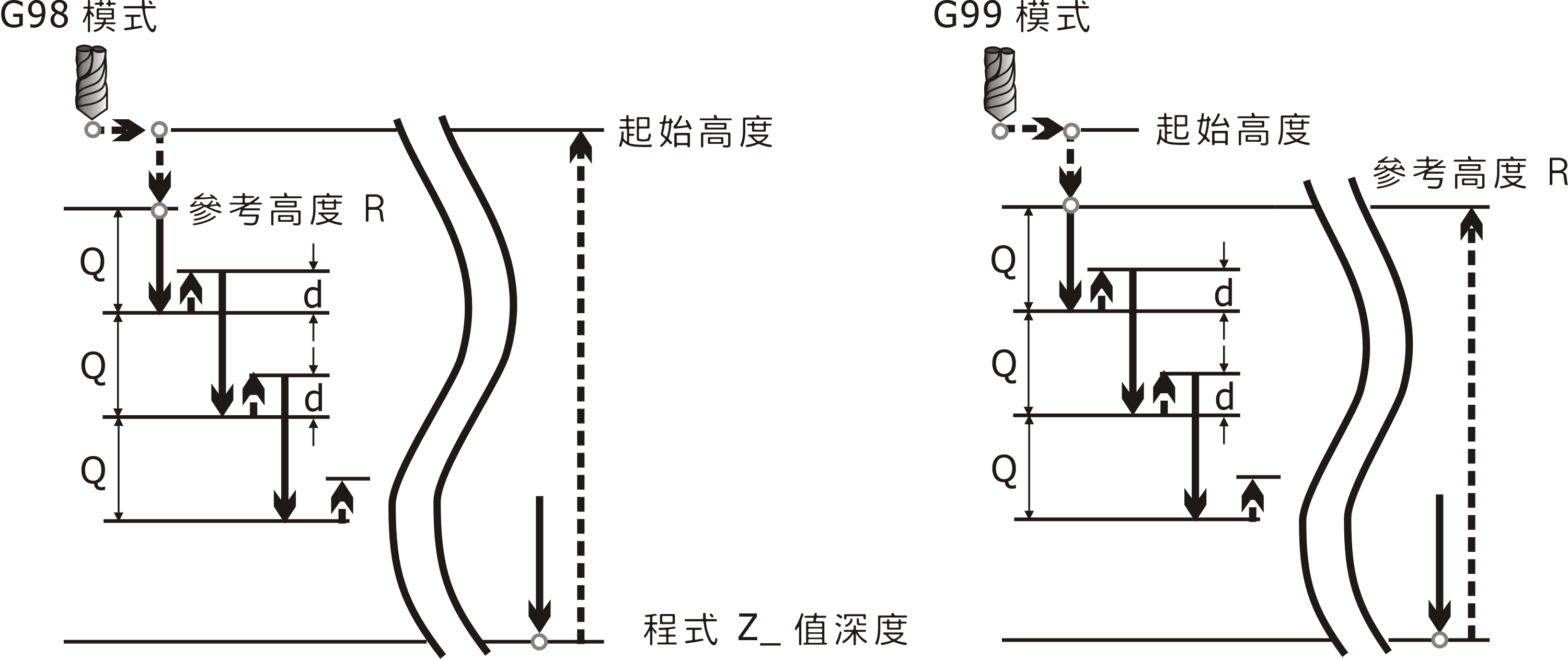
G73 鑽孔加工循環(快速啄進)
如下圖所示,G83 指令之動作與 G73 相似,不同處在於退刀時,G83 指令每次退刀皆退回至參考高度 R_ 處,如此可把切屑帶出孔外,以避免切屑將鑽槽塞滿而增加鑽削阻力或使切削劑無法到達切邊,故 G83 適用於深孔鑽削。
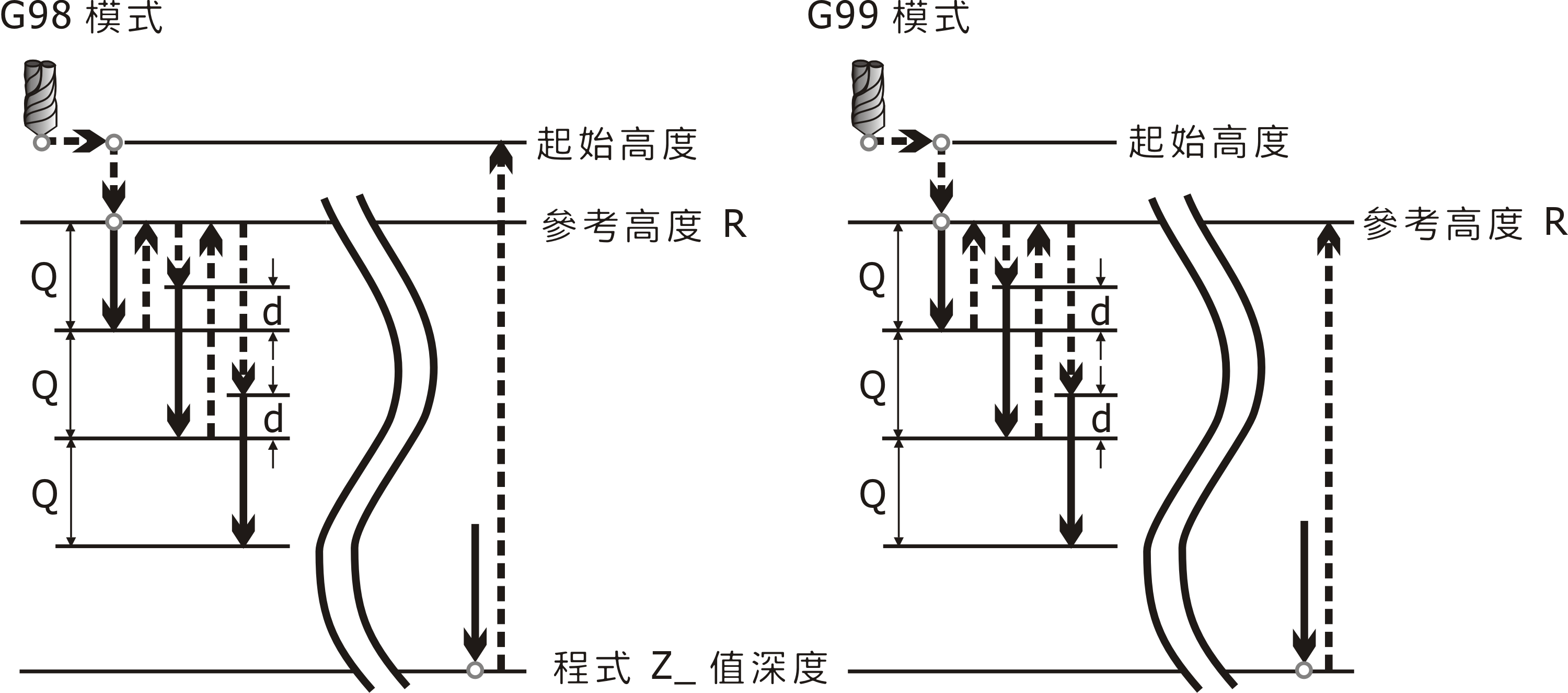
G83 鑽孔加工循環(啄進退屑)
G83 指令格式為:G83 X_Y_Z_R_Q_K_F_ 與 G83 X_Y_Z_R_I_J_K_L_F_,說明如下:
格式一:G83 X_Y_Z_R_Q_K_F_
格式二:G83 X_Y_Z_R_I_J_K_L_F_
I: 初始進給深度
J: 每次進給減少深度
K: 最少進給深度
L: 重複孔數
第一次進給時進給深度為 I 所指定之值,而後每次進給時進給深度將減少 J 所指定之值, 可是進給深度不可小於 K 所指定之值,因 K 已用於指定最小進給深度,故改以 L 指定重複孔數。
使用規則:
若 I 未指定,則使用格式一。
若 I 有指定,則使用格式二。
若 I 值為 0,將一次直接鑽到底。
若 K 值為 0,將視為未指定最小進給深度,每次進給深度皆為 I 所指定之值。