4.7.3.1 G81/G82:一般鑽孔加工循環
格式:
G81 X_Y_Z_R_K_F_ ;鑽搪孔加工循環(一般鑽搪孔)
G82 X_Y_Z_R_P_K_F_ ;鑽搪孔加工循環(精密深度)
G81/G82 指令為一般鑽孔,簡單搪孔有時也可使用 G81/G82 指令。執行此指令時,鑽頭先快速定位至 X_Y_ 所指定之座標位置,再快速定位至 R 點,接著以設定之進給速率 F_ 向下鑽削至孔底位置 Z_,最後快速退刀至起始點(G98 模式)或 R 點(G99 模式)完成循環,如下圖所示。
註. 下列圖示中,實線表示進給速率 F_,以虛線表示快速定位(G00)速率。
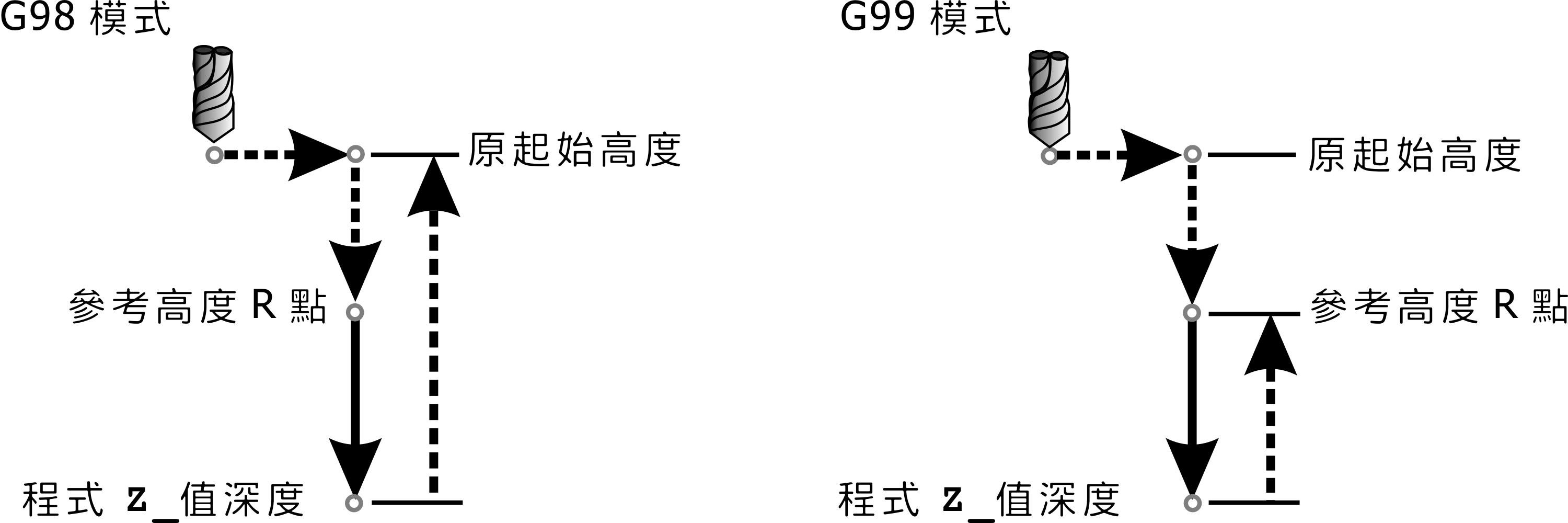
G81 鑽搪孔加工循環(一般鑽搪孔)
G82 指令除了在孔底會暫停時間 P_ 秒外,其餘加工動作均與 G81 相同;G82 使刀具切削至孔底後暫停幾秒,可改善鑽盲孔、柱坑、錐坑的孔底精度。
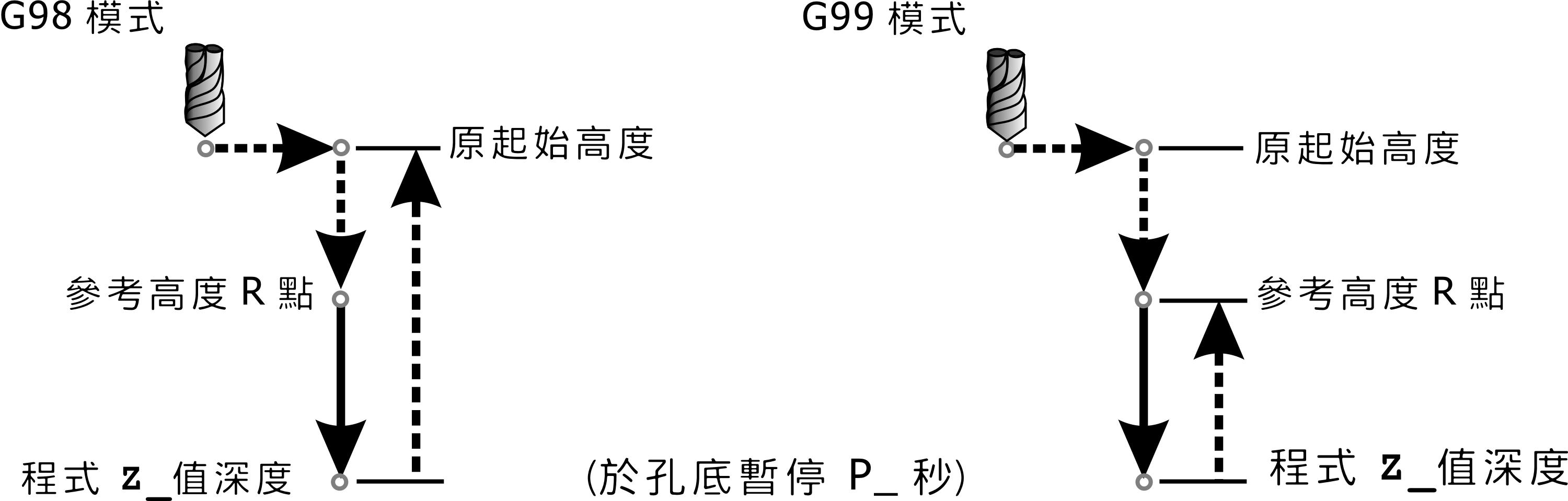
G82 鑽搪孔加工循環(精密深度)