4.7.4.1 G85/G86:搪孔加工循環(一般搪孔)
格式:
G85 X_Y_Z_R_K_F_
G86 X_Y_Z_R_K_F_
此指令適用於鉸孔,執行 G85 指令時,如下圖所示。鉸刀先快速定位至所指定的座標位置 X_Y_,再快速定位至參考高度 R_ 處,接著以所指定的進給速率 F_ 向下鉸削至所指定的孔座位置 Z_ 後,仍以所指定的進給速率 F_ 向上提升。
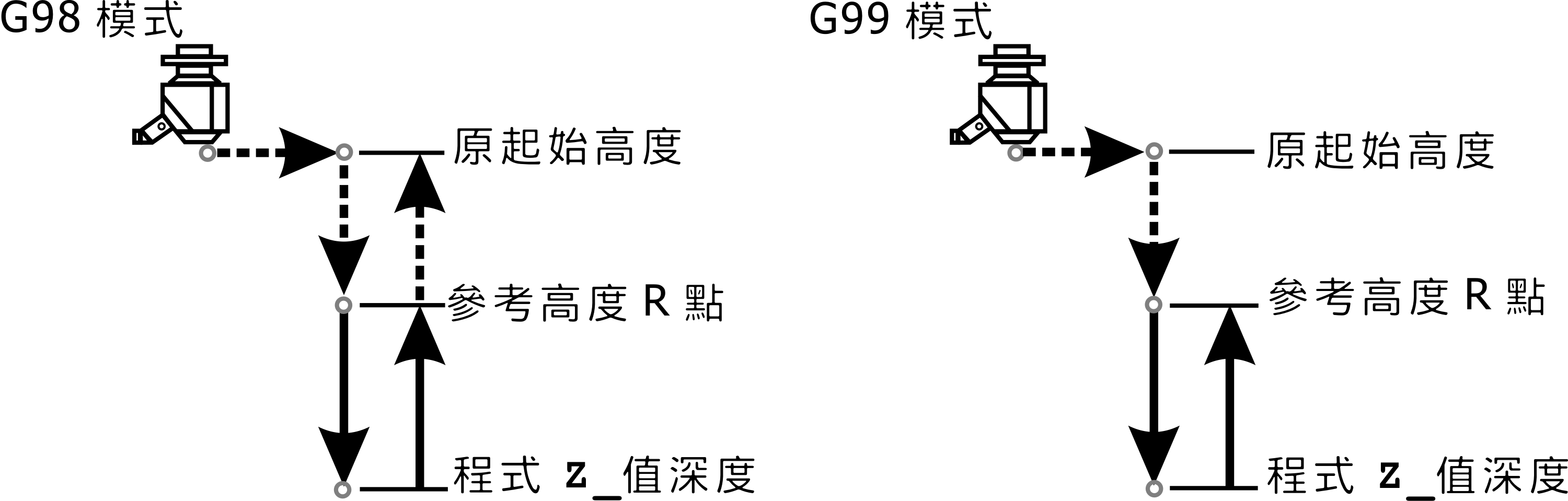
G85 搪孔加工循環(一般搪孔)
執行 G86 指令時,主軸在到達加工深度 Z_ 後,停止旋轉,以 G00 速度回抽至原起始高度(G98 模式)或參考位置 R_ 處(G99 模式),而後主軸再恢復順時針旋轉。
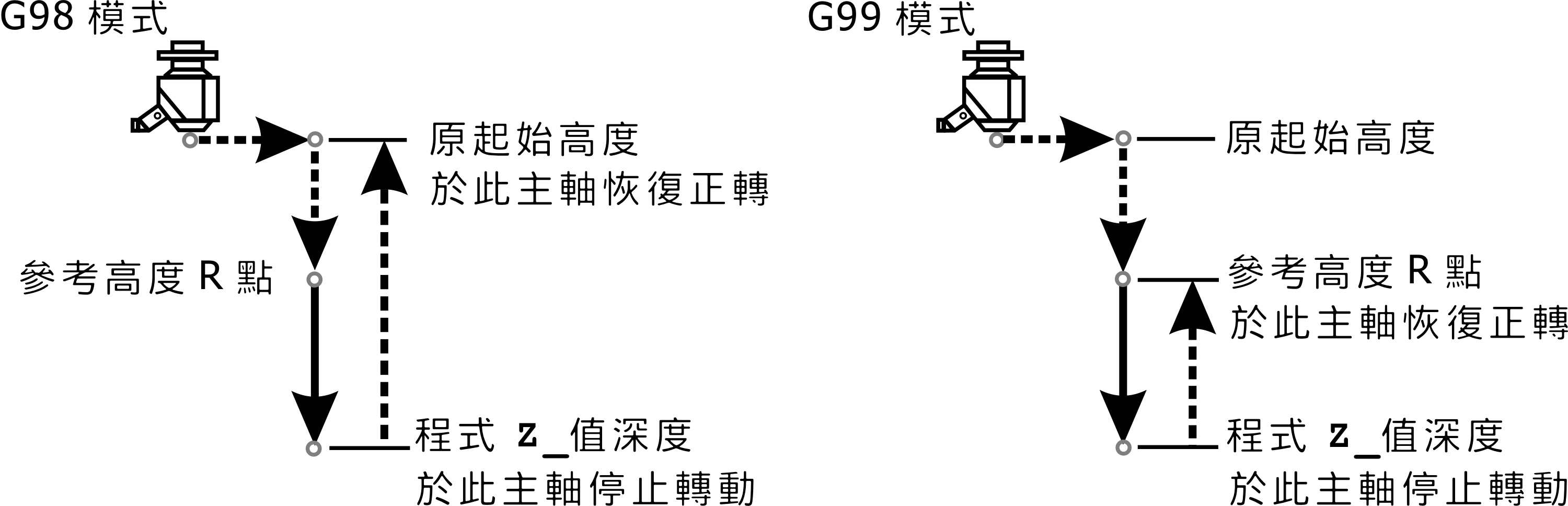
G86 搪孔加工循環(一般搪孔)達加工深度 Z_ 後,停止主軸旋轉