4.7.4.2 G76/G87:搪孔加工循環(精密搪孔)/(精密逆搪)
格式:
G76 X_Y_Z_R_Q_P_K_F_
G87 X_Y_Z_R_Q_P_K_F_
G76/G87 精密搪孔皆執行軸向指定之主軸停頓,故為精密搪孔。執行 G76 指令時,搪孔刀快速定位至座標點 X_Y_, 再快速定位到參考高度 R_ 點,接著以指定之進給速率 F_ 搪孔至指定的深度 Z_ 後,主軸定向停止,使刀尖指向一固定的方向後,搪孔刀中心偏移距離 Q_ 值,使刀尖離開加工孔面,搪孔刀再以快速定位退出孔外,避免刮傷孔面。搪孔刀退回原起始高度(G98 模式)或參考高度 R_ 點(G99 模式)後,刀具中心再快速定位回復到座標 X_Y_,且主軸恢復正轉,如下圖所示。
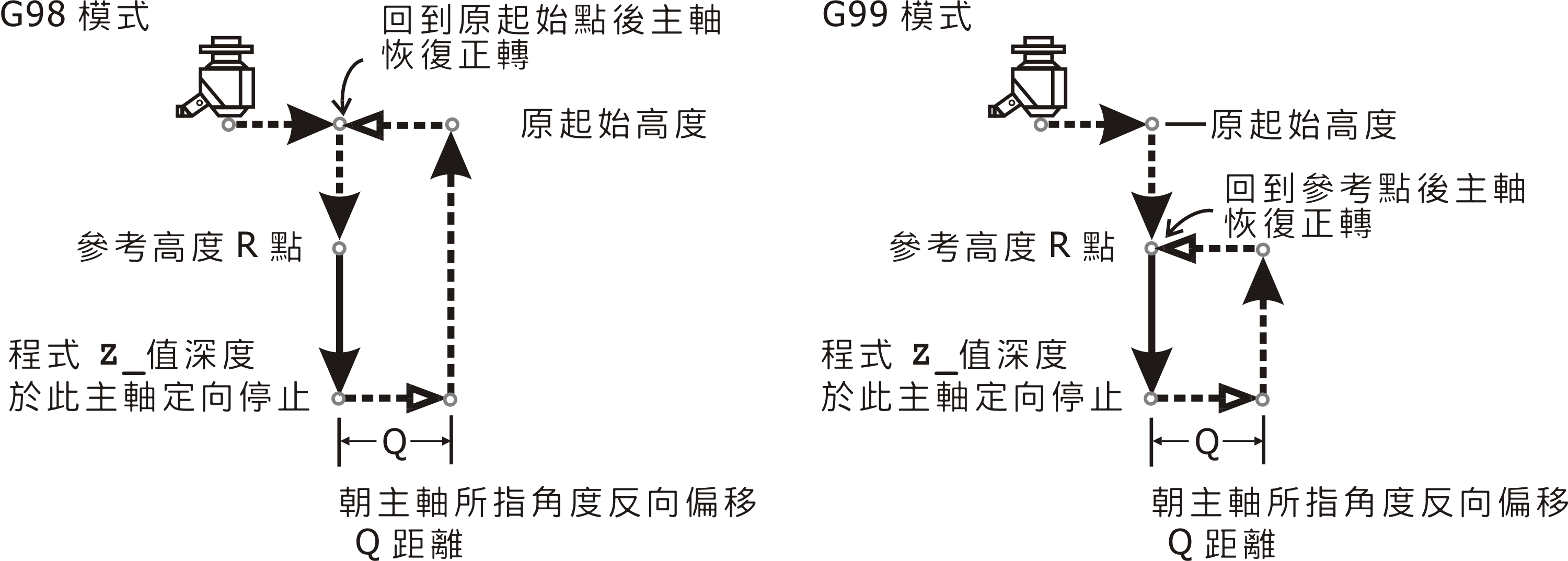
G76 搪孔加工循環(精密搪孔)
註. 偏移量 Q_ 必為正值且其值不能過大,以免碰撞工件。
執行 G87 指令時,背搪孔刀先快速定位至指定的座標位置 X_Y_,主軸定向停止,使刀尖指向一固定的方向,背搪孔刀中心偏移一小段距離 Q_ 使刀尖離開加工孔面後再下刀,以防刀角刮傷剛加工的孔面。下刀至參考高度 R_ 孔底時,再朝原角度方向偏移 Q_ 距離後使主軸恢復旋轉,開始以指定的進給速率 F_ 逆向搪孔加工至 Z_ 高度。而後再使主軸定向停止,並使刀尖偏移加工孔面至距離 Q_,再提刀至原始高度,並朝原角度方向偏移 Q_ 距離後,回到原始位置 X_Y_ 完成循環。
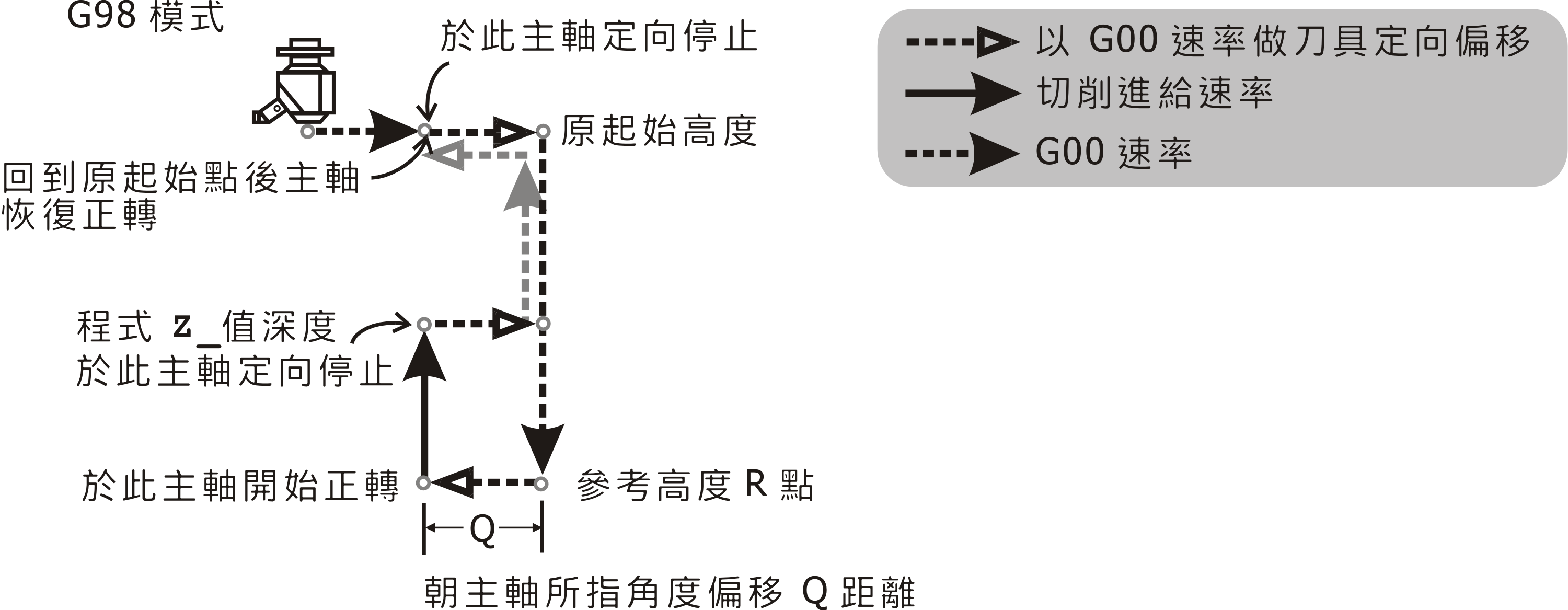
G87 搪孔加工循環(精密逆搪)
註. |
G87 精密逆向搪孔之參考位置 R 點與程式 Z_ 值深度,此兩點位置與其他循環加工不同,其參考位置 R 點是在最低點,而程式 Z_ 值深度則在參考位置 R 點之上方。因其參考位置 R 點是在最低點,G87 指令不允許在 G99 模式(回到參考位置 R 點)下執行。 |