4.7.4.3 G88:搪孔加工循環(精密深度停轉手退)
格式:
G88 X_Y_Z_R_P_K_F_
執行 G88 指令時,加工到程式 Z_ 值深度後會暫停 P_ 秒且主軸停止轉動,此時操作者可以手動方式將刀具偏移後安全退至參考高度 R_ 點以上,然後使用機械面板離開手動控制模式,如未達參考位置 R_ 值以上時,將會有警示對話盒出現,且不允許關閉手動控制。此時若在 G98 模式,刀具會再繼續上提至原起始高度;如在 G99 模式,刀具則不再移動。X、Y 座標並不會回復到 G88 所指定的 X_、Y_ 位置。
註. |
程式在確定刀具已在參考位置 R_ 點以上後,即自動恢復主軸之正轉,請將頭、手離開主軸,以確保安全! |
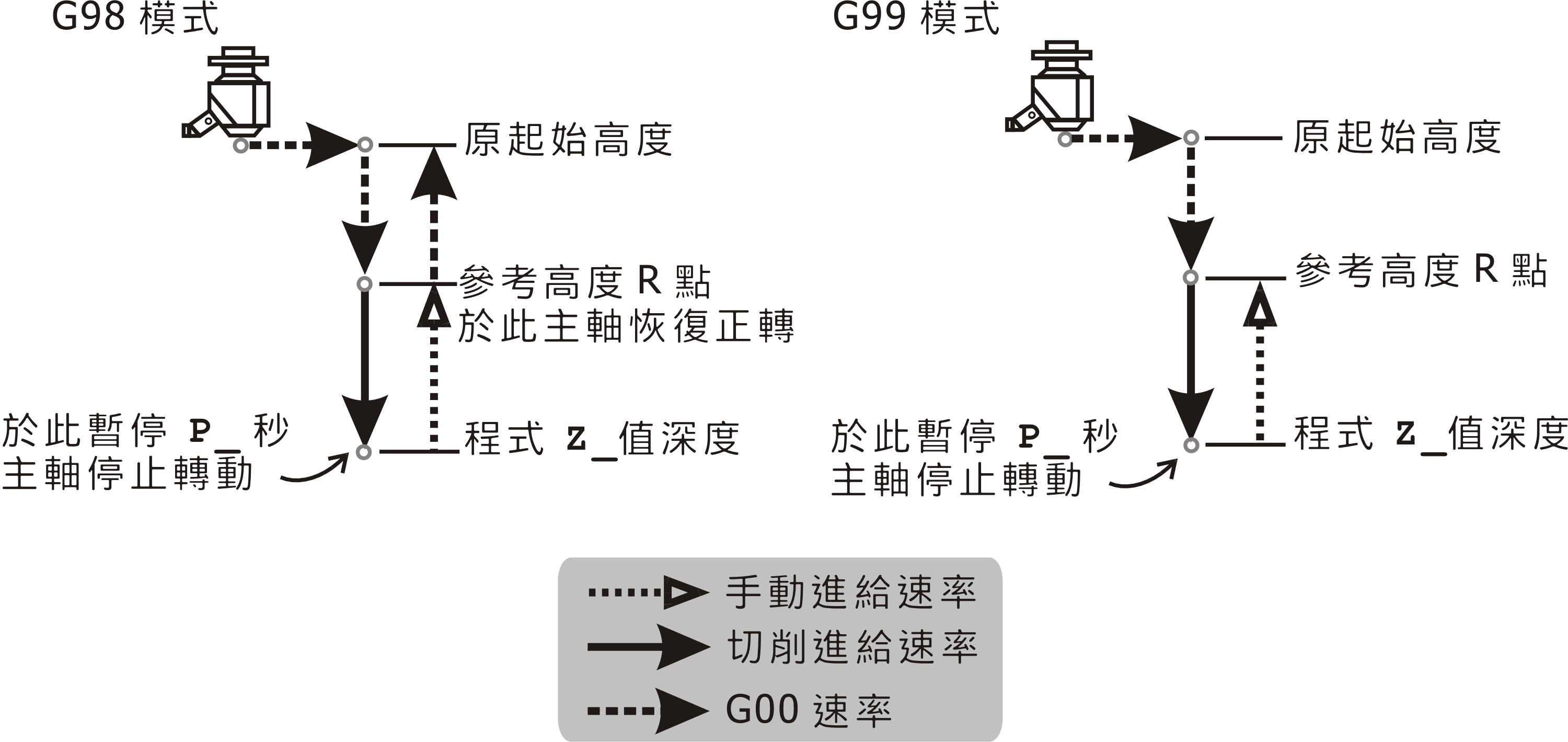
G88 搪孔加工循環(精密深度停轉手退)