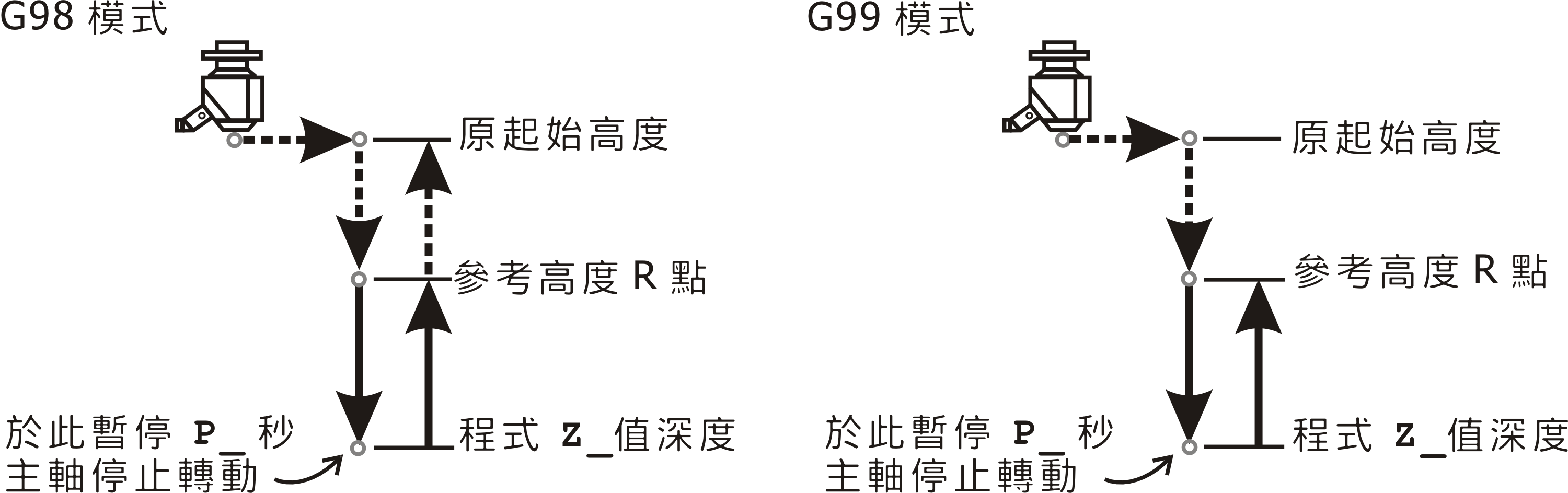
INCON-M84/M86/M86R 使用說明4 程式碼4.7 鑽孔、搪孔或攻牙相關循環指令4.7.4 G85/G86、G76/G87、G88、G89:搪孔循環 4.7.4.4 G89:搪孔加工循環(精密深度) 格式: G89 X_Y_Z_R_P_K_F_ 執行 G89 指令時,在加工到程式 Z_ 值深度,暫停 P_ 秒後,主軸以進給速度 F_ 回搪至參考高度 R_處,此時若為 G98 模式,主軸將再快速行進至原起始高度,否則即停止移動。 G89 搪孔加工循環(精密深度)