4.9.5 G94/G95:每分鐘/每轉進給速度控制
格式:
G94 F_
G95 F_
G95 指令設定 F_ 為每轉進給速度,使刀具依照主軸每次旋轉移動 F_ 距離之速度進行工件之表面切削。G94 指令可取消每轉進給速度控制(即 G95 模式),以 F_ 恢復為每分鐘之進給速度。
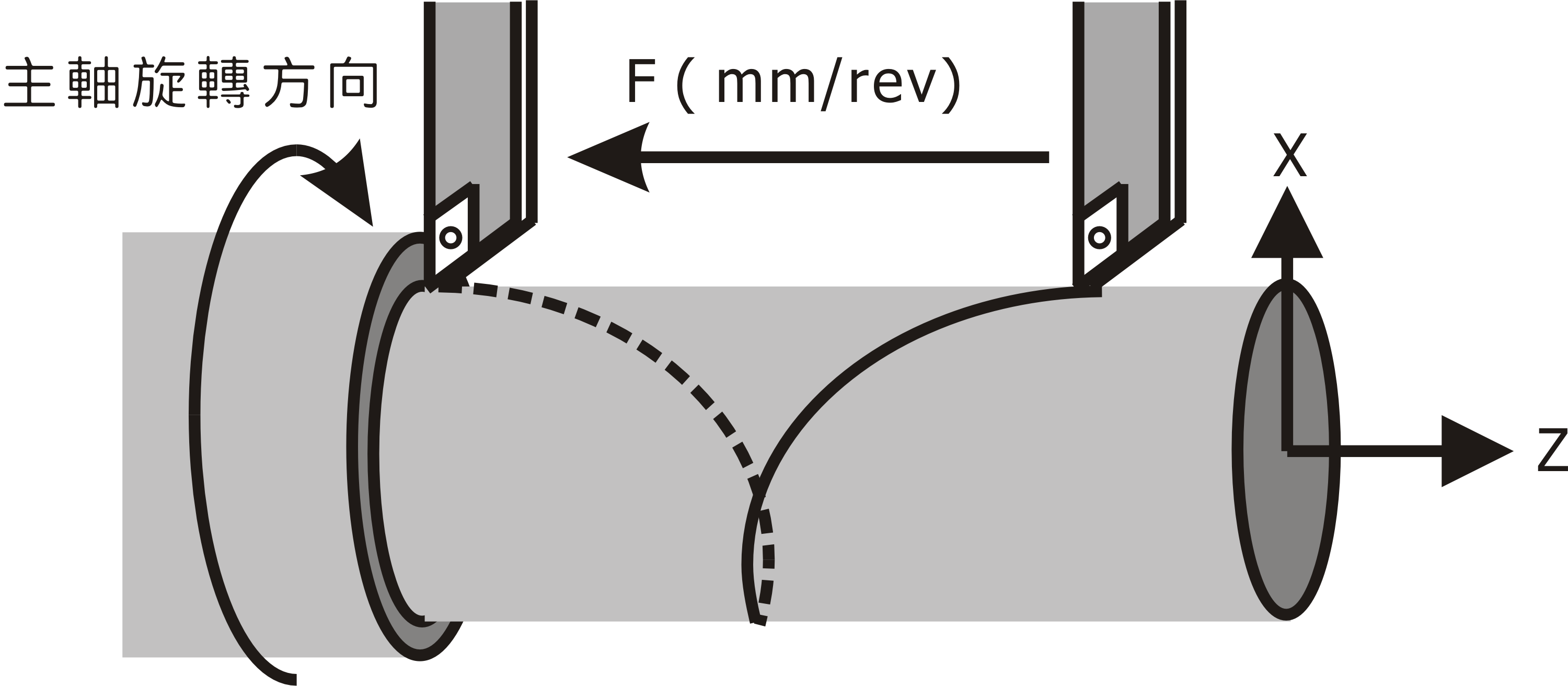
每轉進給速度示意圖
註. 在 G94 與 G95 指令中,F_ 值分別有不同的定義如下:
1. |
於 G94 中的 F_ 值若沒給小數點時,將視同在尾數後面有給小數點。若給的值為小數時,該小數仍然有效;因此 F300 將被視同 F300.0 處理,而 F300.05、F300.6 等小數仍然有效。 |
2. |
於 G95 中的 F_ 值沒給小數點時則將被轉換為此系統最小單位之整數倍。若給的值為小數時,該小數仍然有效;因此在系統最小單位為 0.001 時,F300 將被視同 F0.300 處理,而 F300.05、F300.6 等小數仍然有效。 |
3. |
由上述定義可整理出 F_ 值之各情況下的範圍: |
G21(公制單位輸入) |
G20(英制單位輸入) |
|
G94 模式每分進給 |
F0.001~F60000 (0.001~60000 mm/分) |
F0.0001~F2362 (0.0001~2362 inch/分) |
G95 模式每轉進給 |
F0.001~F999.999 (0.001~999.999 mm/轉) |
F0.0001~F39.3700 (0.0001~39.3700 mm/轉) |