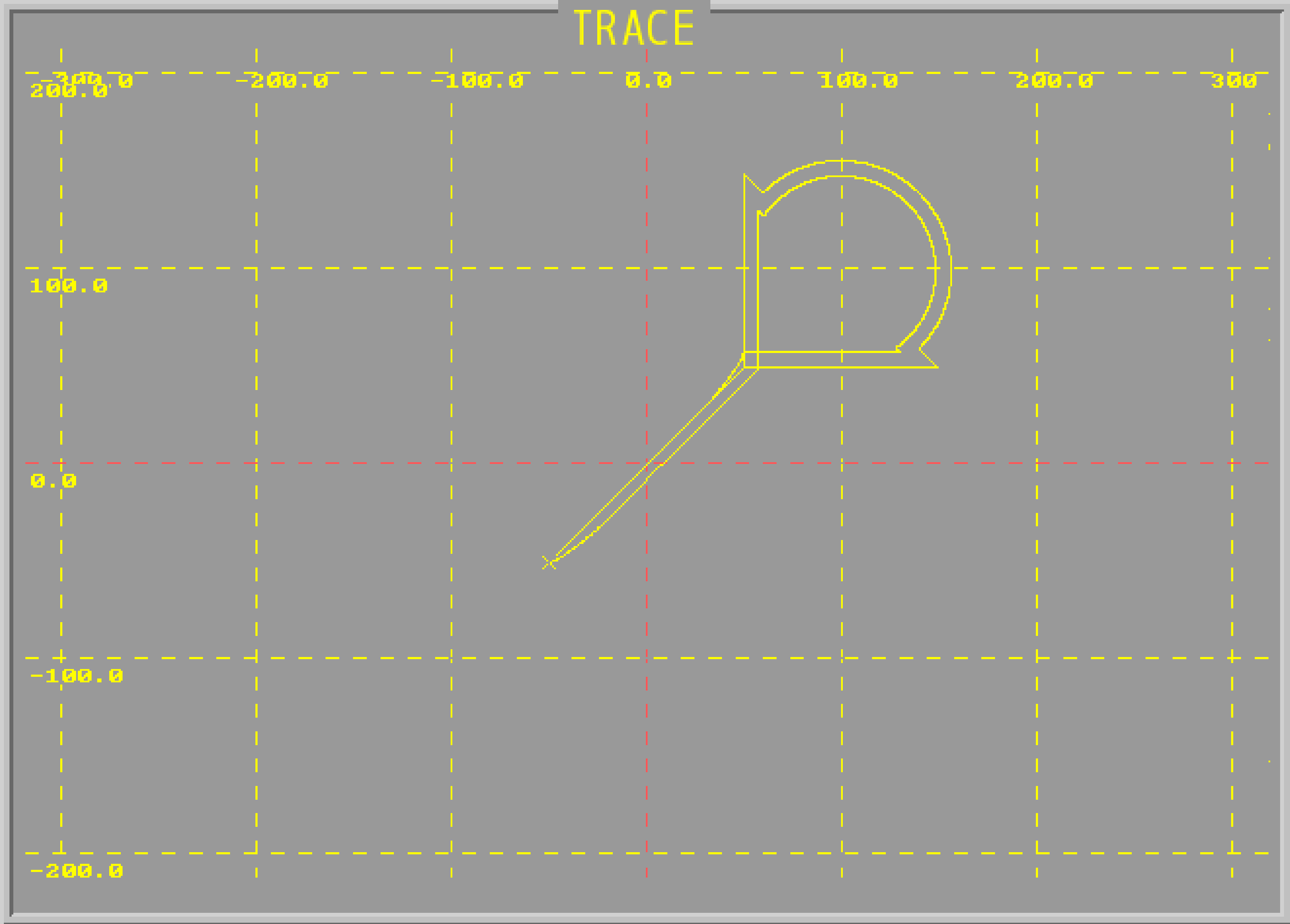
4.15.4 Example of Tool Radius Compensation: G41/G42
- SAMPL41.CNC
;First set parameter
;parameter→tool compensation graph
;tool number 1 radius compensation =2.5 mm
;
;The formal path begins
G17 G90
G92 X0 Y0 Z0
G0 X100. Y100.
M97 P1041 ;calling subprogram O1041
G0 X0 Y0
M01 ;formal path end
;
;Tool radius left compensation started
H1 ;choose first tool table
G41 G0 X100. Y100.
M97 P1041 ;calling subprogram O1041
G40 G0 X0 Y0 ;end G41
M30 ;program end
;
O1041 ; subprogram
G01 X200. F1500.
X190. Y110.
G03 X110.Y190.I-40.J40.
G01 X100. Y200.
Y100.
M99 ; subprogram end
Example of Tool Radius Compensation: G41
- SAMPL42.CNC
;First set parameter
;parameter->tool table
;Tool nimber 1 radius = 2.5 mm
;The formal path begins
G17 G90
G92 X0 Y0 Z0
G0 X100. Y100.
M97 P1042 ;calling subprogram O1042
G0 X0 Y0
M01 ;formal path end
;
;Tool right compensate start
H1 ;tool 1 compensation from tool table
G42 G0 X100. Y100.
M97 P1042 ;calling calling subprogram O1042
G40 G0 X0 Y0 ;end G42
M30 ;program end
;
O1042 ;subprogram
G01 X200. F1500.
X190. Y110.
G03 X110.Y190.I-40.J40.
G01 X100. Y200.
Y100.
M99 ;subprogram end
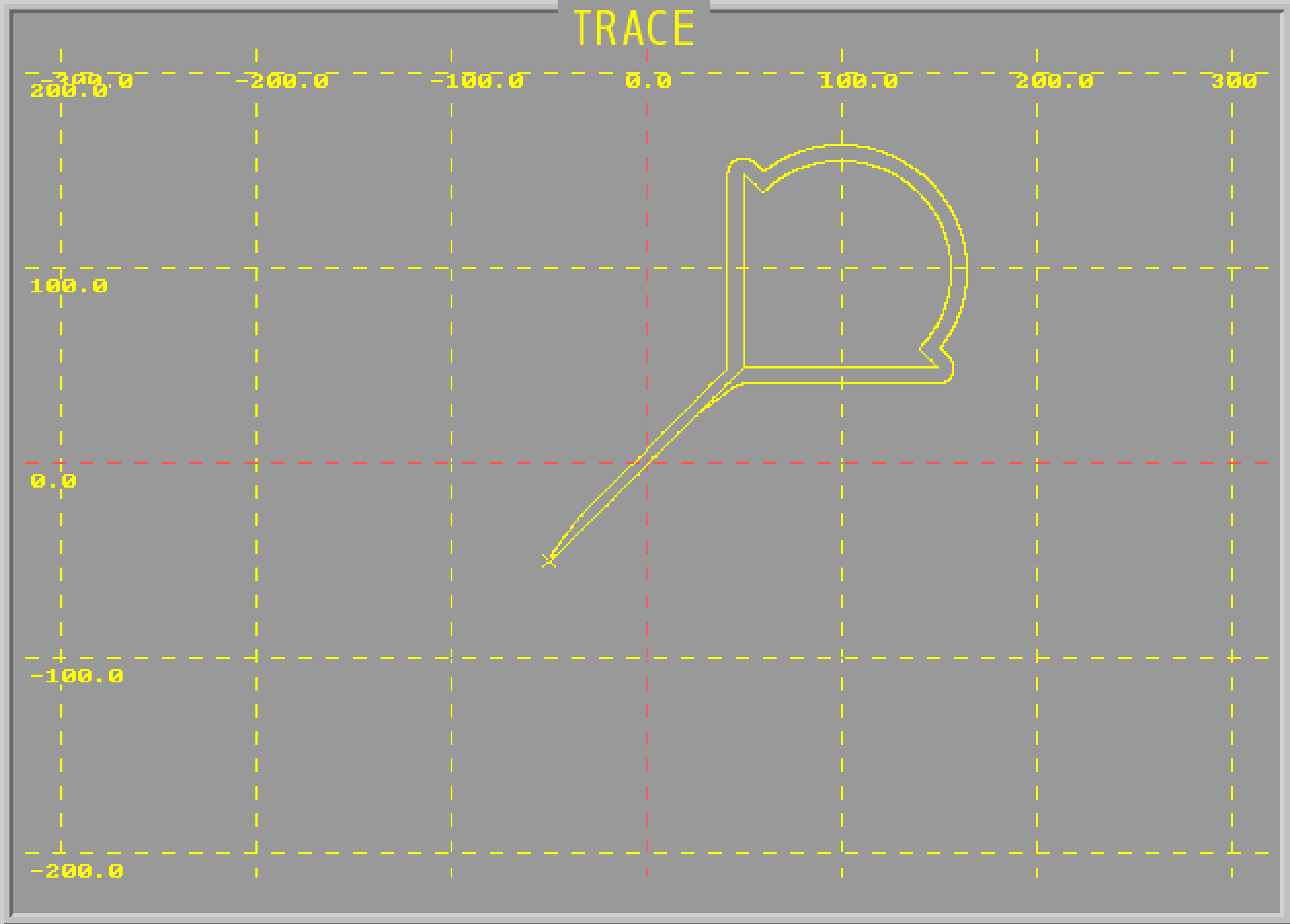
Example of Tool Radius Compensation: G42