4.15.3 Example of Tool Length Compensation: G43
- SAMPL43.CNC
;set parameter (parameter->tool table)
;toll number 1 length compensation (=10mm)
;execute program
G90;
/M03;
G00 Z0;
M98 SUBWORK1 ;call subprogram
G43 H1 ;Tool length correction
M98 SUBWORK1 ;call subprogram
G49 G00 Z10;
/M05;
M30 ;program end
;
;change tool length to -15mm
;execute program again
;check different of tool tip
- SUBWORK1.CNC
;cutting program
G90;
G00 X0 Y0;
G01 Z-5. F500.;
X100. F1500.;
X90. Y10.;
G03 X10. Y90. I-40. J40.;
G01 X0 Y100.;
Y0;
Z0;
M99
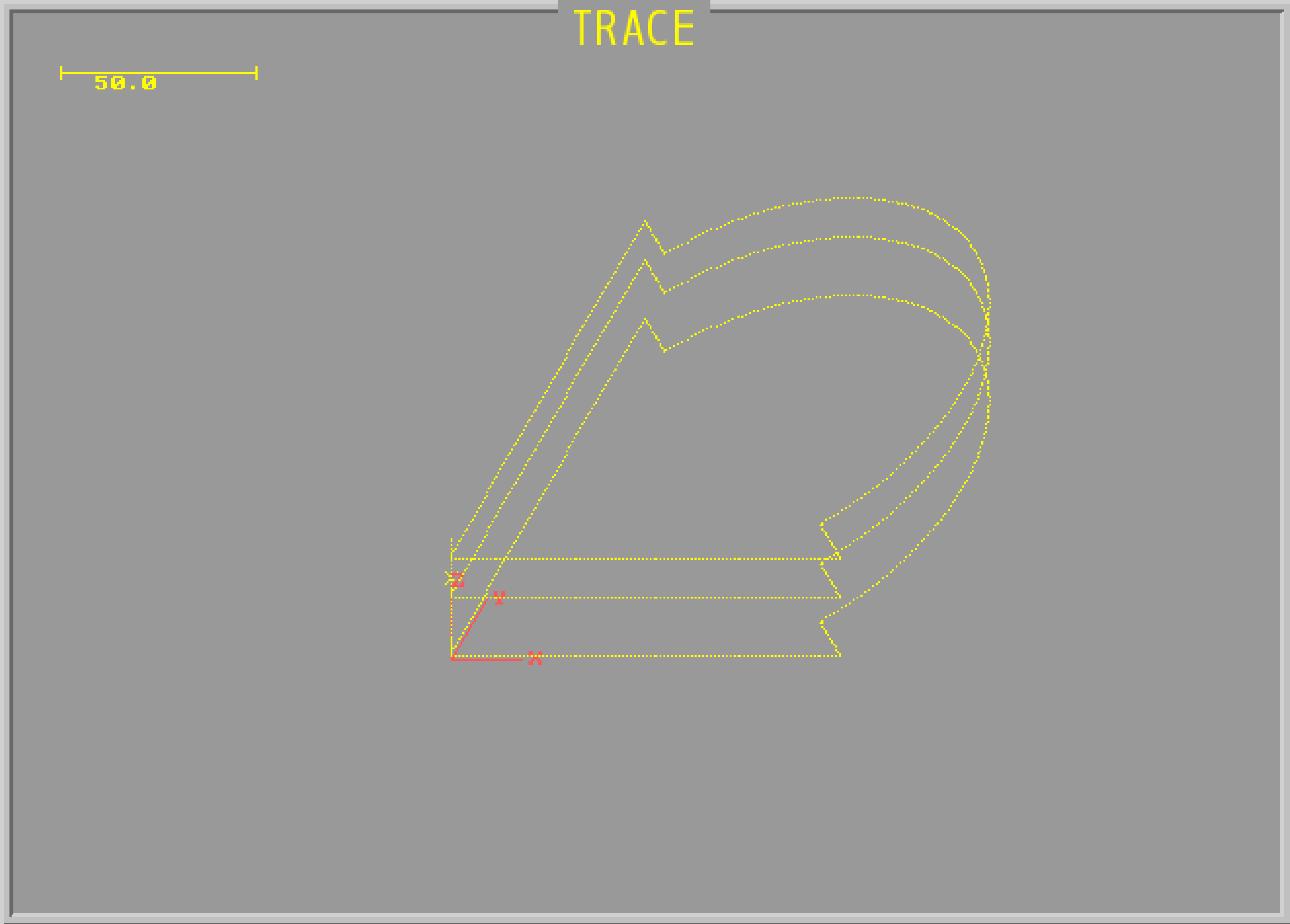
Example of Tool Length Compensation: G43