4.5.1 G00/G53: Rapid Traverse/Rapid Traverse in Machine Coordinate System
Format:
G00 X_Y_Z_A_ (M84)
G00 X_Y_Z_A_B_C_ (M86/M86R)
G53 X_Y_Z_A_ (M84)
G53 X_Y_Z_A_B_C_ (M86/M86R)
G00 initiates rapid traverse of tool to move from current program position to a specified program position X_Y_Z_A_ (M86/M86R:X_Y_Z_A_B_C_). The traverse speed is the value of G00 speed in "X/Y/Z/C Axis" dialog box on the Machine Parameter pop-up menu multiplied by G00 Feed Override % on machine panel. G00 is a modal G code and remains effective until replaced by other motion G codes such as G01, G02, or G03. G00 can be 1-axis, 2-axis, or 3-axis simultaneous motion; it is set in "Motion and Speed" dialog box on the Machine Parameter pop-up menu. For further information, please contact the machine maker.
G53 has the same function as G00. The difference between G00 and G53 is that G53 initiates rapid traverse of tool to move from current machine position to a specified machine position, and it has to be programmed in G90 mode (absolute positions).
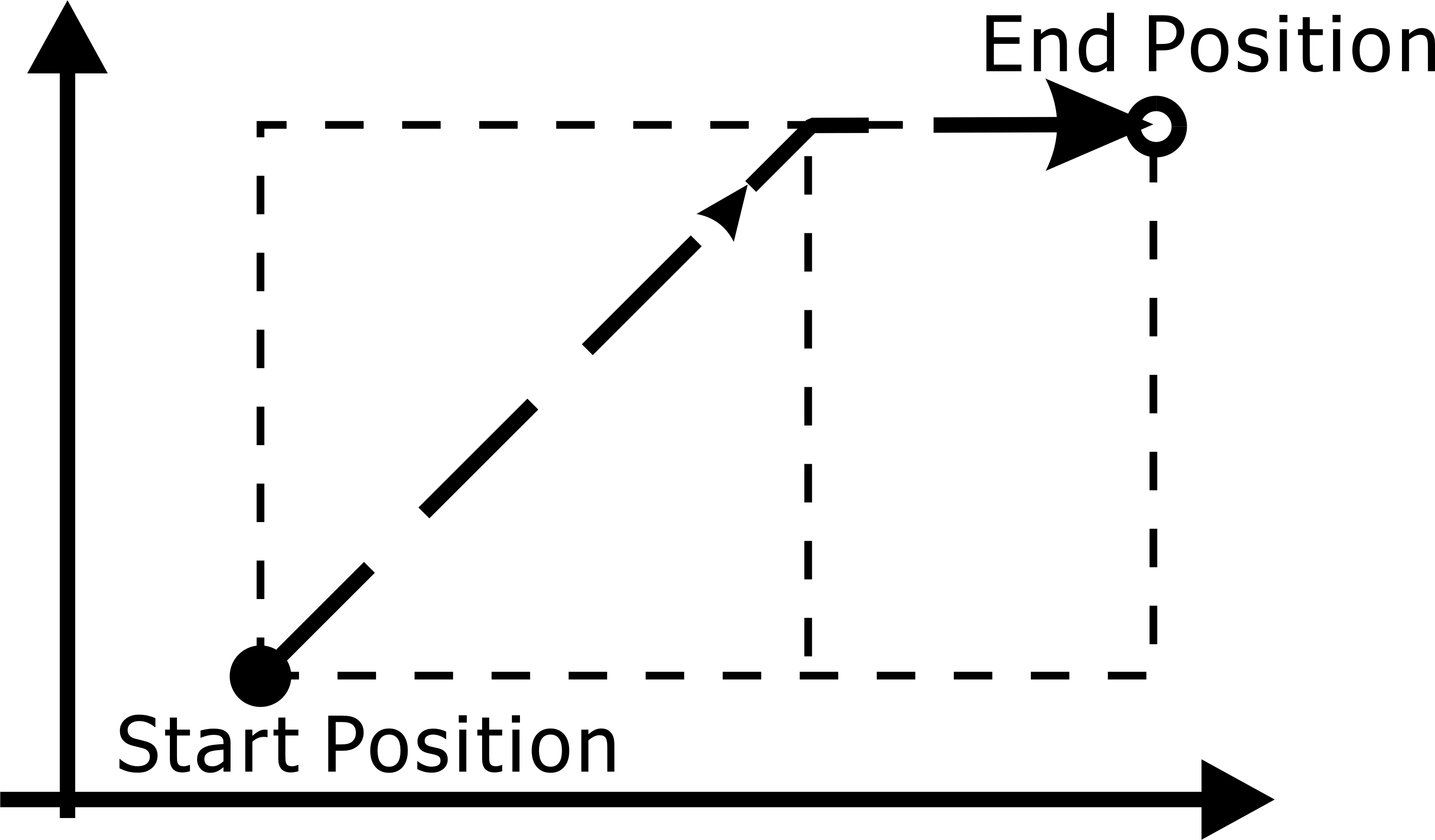
G00 2-axis Positioning
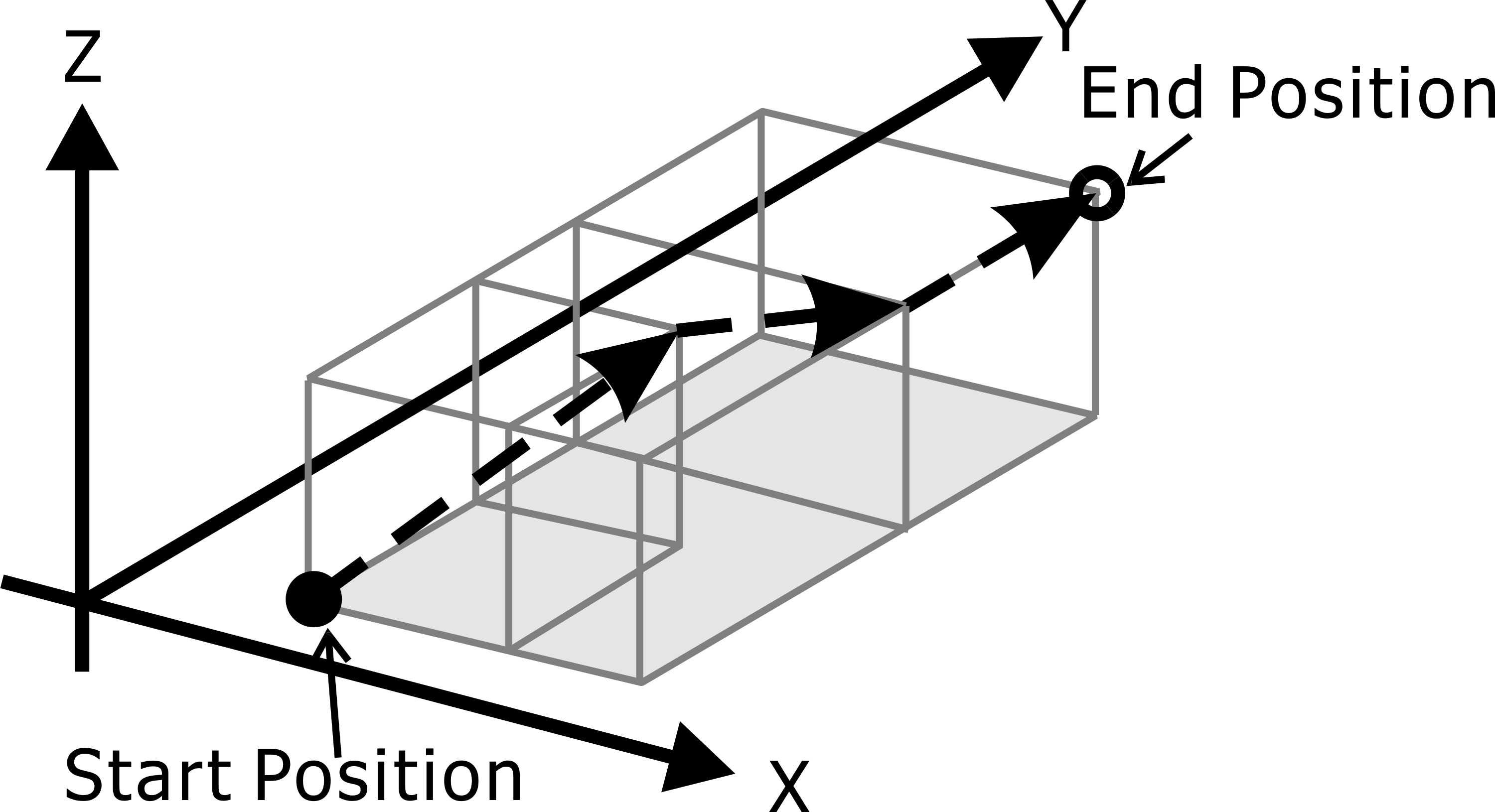
G00 3-axis Positioning
Note: |
Under the circumstance of 2-axis positioning, G00/G53 command are irrelevant to G17/G18/G19 plane selection. |