![]() 4.13.7 G10.03/G11.03: Coordinate System Mapping/Coordinate System Mapping Cancellation
4.13.7 G10.03/G11.03: Coordinate System Mapping/Coordinate System Mapping Cancellation
- Start coordinate mapping axis
Format: G10.03_
The basic axes of the Cartesian coordinate system are X, Y, and Z. For mechanical use, the first spindle (vertical spindle) is generally parallel to the Z-axis direction. However, in the side machining, the second spindle (horizontal spindle) A axis or B axis will be parallel to the X axis or Y axis direction, and the X axis or Y axis at this time relatively becomes Z in the second spindle coordinate system. Axis, and the A axis or B axis becomes the X or Y axis.
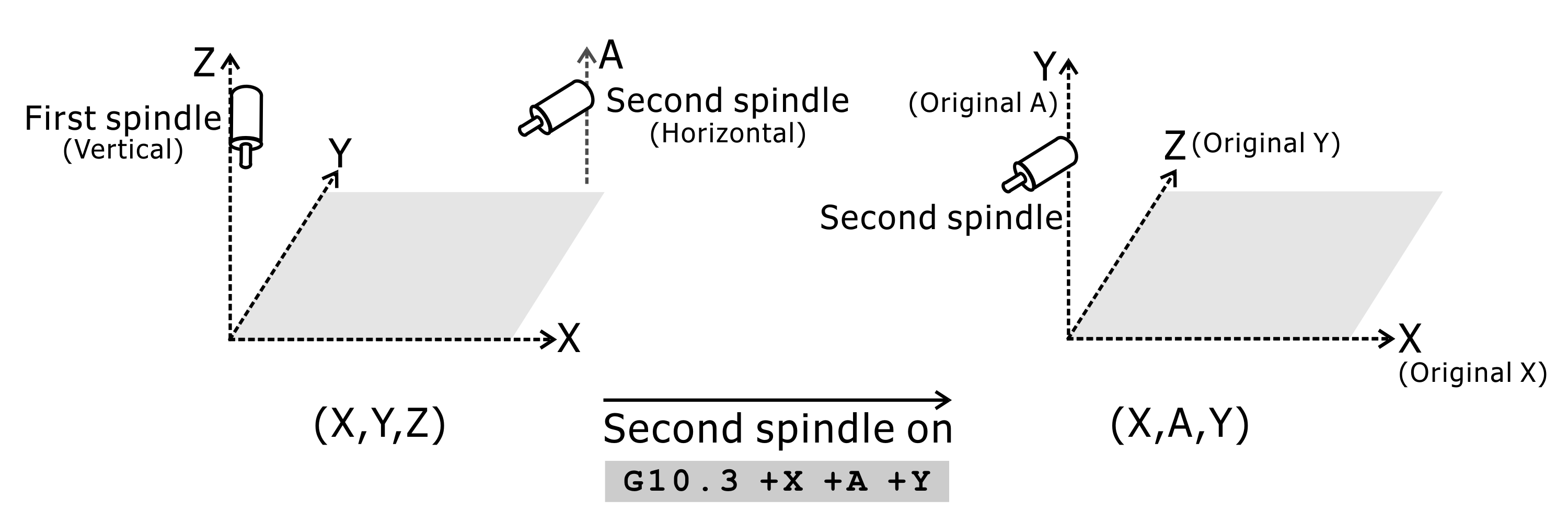
For example, when the first spindle is parallel to the Z axis, the coordinates are marked as (X, Y, Z). If the second spindle is parallel to the Y axis, and the second spindle movement axis is the A axis, the coordinates in the second spindle coordinate system are marked as (+X, +A, +Y). That is, +X of the original coordinate system corresponds to the X axis of the second spindle coordinate system and the direction of movement is the same. +A corresponds to the Y axis of the second spindle coordinate system and the direction of movement is the same. +Y corresponds to the Z axis of the second spindle coordinate system and the direction of movement is the same, as shown in the figure below.
G10.03 Coordinate System Mapping
The G10.03_ coordinate response command allows the user to program in the conventional (X, Y, Z) coordinates instead of (X, A, Y) when using the second spindle (horizontal spindle). Corresponding instructions in the G10.03_ coordinate system, in addition to the corresponding axis, there is a corresponding relationship between the direction of motion. Therefore, when writing the program, in addition to the specified axis, the axial direction must also be specified.
Example:
G10.1 ;initiate second spindle
G10.3 +X +A +Y ;Start coordinate system corresponding axis, from (X, Y, Z) to (+X, +A, +Y) coordinate axis
G01 X100. Y100. Z10.
…
...
...
G49
G11.1 ;Select the first spindle
G11.3 ;Close coordinate axis function, revert to original (X,Y,Z) coordinate system
G01 X100. Y100. Z10.
...
...
...
G49
M40
For example: G10.03 +X +Y -A means that the +X of the original coordinate system corresponds to the X axis of the second spindle coordinate system and the movement direction is the same, and +Y corresponds to the Y axis of the second spindle coordinate system and the movement direction is the same. And -A corresponds to the Z axis of the second spindle coordinate system. If there is a G00 X0 Y0 Z10.121 command line in the program, quick positioning will be performed to X axis 0, Y axis 0, Z axis 0, and A axis -10.121, but the directions of motion are opposite.
- Close coordinate axis
Format: G11.03_
Turn off the coordinate system corresponding to the axis function, and return to the previous axis (X, Y, Z) of the card recorder system.