![]() 3.4.11 Set G158 Offset in Manual Mode
3.4.11 Set G158 Offset in Manual Mode
In manual mode, you can use manual mode to move the motion axis directly and then set the desired G158 offset rotation teaching value to the corresponding offset group.
Before entering manual mode, input G158 L_ by MDI to enter G158 mode and select the offset group to be set, and then press F4 to enter manual mode. At this time, single-action, jog and handwheel movement can be used to move X, Y, Z, B (A), C axis, and then use the following method to set the coordinate system translation rotation value to be set.
- Set the offset value: Use ALT, CTRL, SHIFT plus X, Y, Z to set the offset value. This part is the same as the original setting of G54. Since it is G158 mode, the offset will be set to the value of G158 offset the table of X, Y, Z value. In addition, the offset table U_, V_, W_ value will be set to 0 at the same time.
- Set rotation value: There are A_, B_, C_ values in the offset table of G158, which represent the equivalent rotation value of P00159 (BC axis mechanism) or P00155 (AC axis mechanism). First move the B (A) and C axes manually so that the tool orientation is the Z direction of the new coordinate system to be set, that is, the tool is perpendicular to the XY plane of the new coordinate system. When in place, press the ALT+B (BC axis mechanism type) or ALT+A (AC axis mechanism type), the A_ and B_ values in the offset table are automatically filled in with the appropriate values.
In this case, rotate the Z-axis in the new coordinate system again and move the X and Y manually. In this case, the X and Y positions are not in the (0,0) position. If you press ALT+C, it means the current position of X and Y is the positive X-axis position of the new coordinate system. The controller will set the C_ value in the offset table.
Similarly, after moving X and Y, the dialog box input angle value will be displayed when SHIFT+C is pressed, so that the current X and Y positions are in the angle position of the new coordinate system.
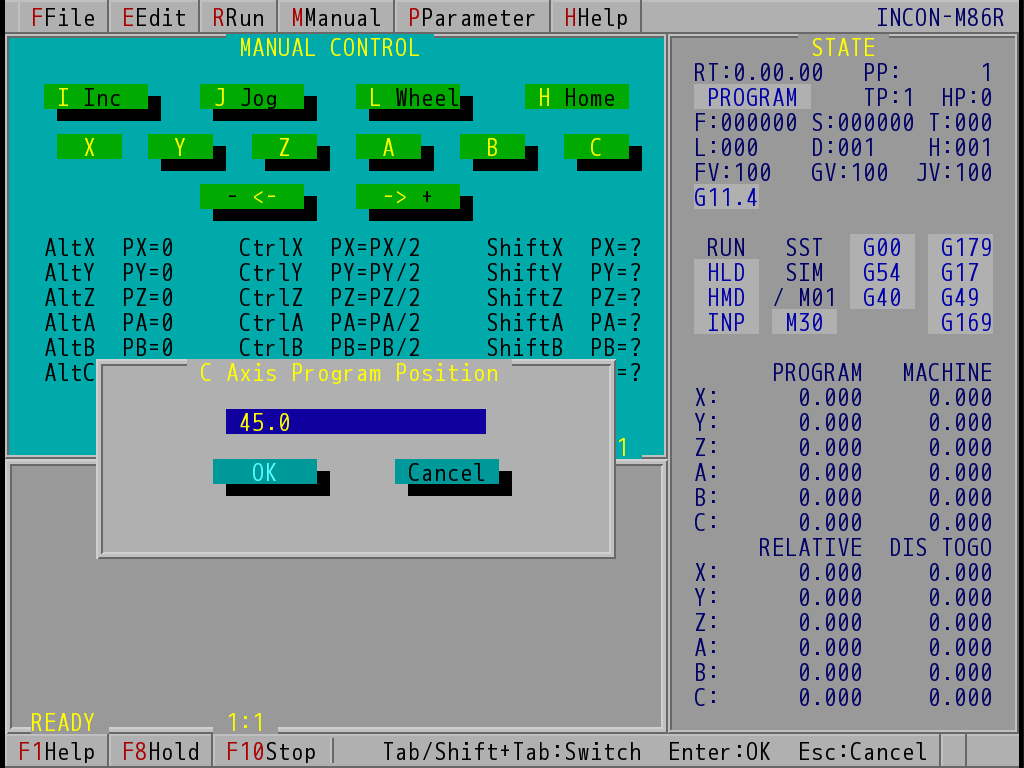
"C-Axis Program Location" Dialog Page
When setting the A_, B_, C_ values in the offset table in the above manner, the values of U_, V_, and W_ in the offset table are also set to 0 at the same time.
- Set the re-offset value: Set the U_, V_, W_ offset values in the offset table by using ALT, CTRL and SHIFT together with U, V and W, and set the coordinates of the current X, Y and Z programs to 0 (ALT), 1/2 (CTRL), enter the value of the dialog (SHIFT). This setting is usually set after setting the first offset value and rotation value.
Please note: leave the manual dialog box if you press ENTER to leave, then just set the value will be set stored in the offset table, if you press ESC to leave, the offset table value will remain in the manual dialog before entering the original value.