4.7.3.2 G73/G83: High Speed Peck Drilling Cycle/Peck Drilling Cycle with Chip Breaking
Format:
G73 X_Y_Z_R_Q_K_F_ |
;High Speed Peck drilling cycle |
G83 X_Y_Z_R_Q_K_F_/X_Y_Z_R_I_J_K_L_F_ |
;Peck drilling cycle with chip breaking |
G73/G83 were complicate drilling boring can cycle,and it uses peck drilling,each peck drilling has chip retrace. The peck drilling for drilling can cut off chip and coolant can get in hole, and has better cooling and lubricate effect.
When G73 executed, drilling tool moves to position X_Y_ rapidly, then moves to reference high position R_, then drilling tool start drilling a distance Q_ with feed F_ (Q_ must positive value), then retrace a d distance rapidly, repeat this cycle until reach hole bottom position z_, the retrace distance d is fix value in G73, and d was defined in item of “parameter -> can cycle”. d as below diagram shows.
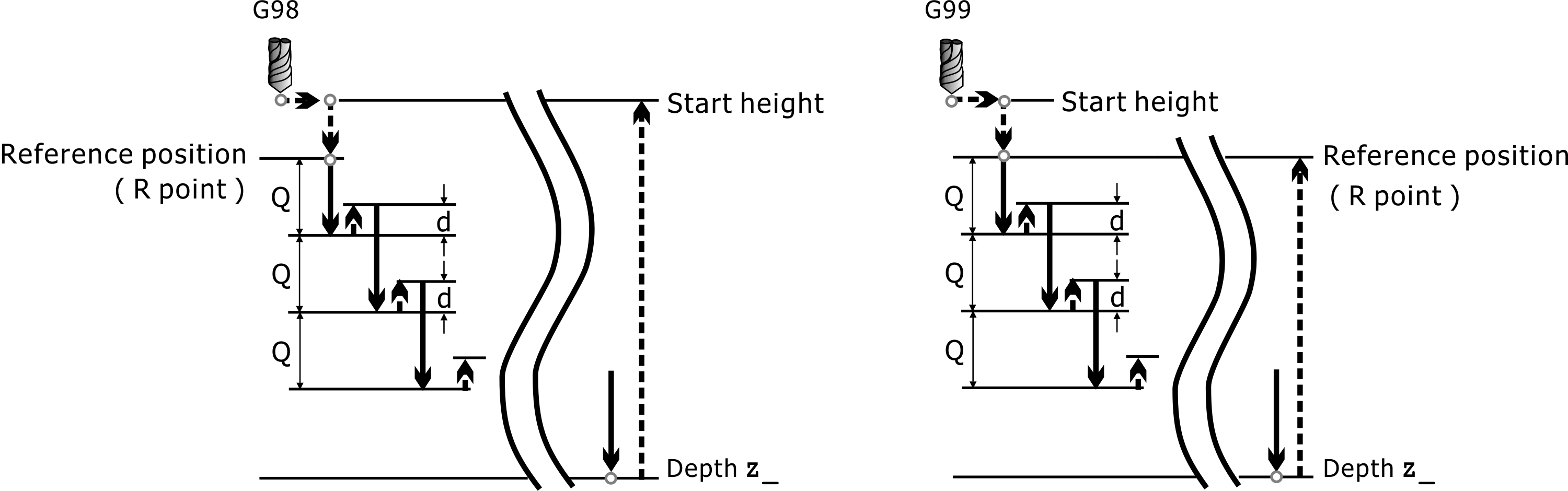
G73: High Speed Peck Drilling Cycle
As shown in the figure below, G83 command operation is similar to that of G73. The difference is that when retracting, G83 command retracts to the reference height R_ at every retraction, so that the chip can be taken out of the hole to prevent the chip from inserting the groove plug increases the drilling resistance or makes the cutting agent unable to reach the cutting edge. The G83 is suitable for deep-hole drilling.
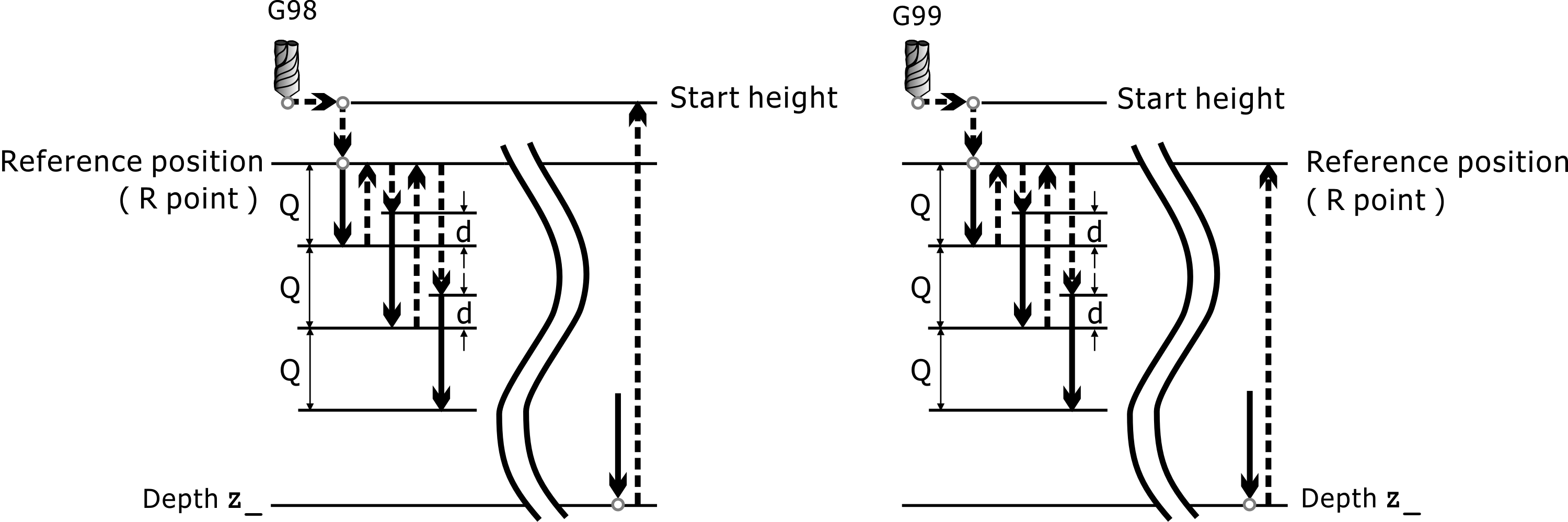
G83: Peck Drilling Cycle with Chip Breaking
The G83 instruction format is: G83 X_Y_Z_R_Q_K_F_ and G83 X_Y_Z_R_I_J_K_L_F_, The description is as follows:
Format 1: G83 X_Y_Z_R_Q_K_F_
Format 2: G83 X_Y_Z_R_I_J_K_L_F_
I: Initial depth of feed
J: Reduce the depth of each feed
K: Minimum feed depth
L: Repeat holes
The feed depth at the first feed is the value specified by I, and the feed depth at each feed will reduce the value specified by J, but the feed depth must not be less than the value specified by K, since K is used in Specify the minimum feed depth, so change the number of repeat holes to L.
Usage rule:
If I is not set, use first format 1.
If I is set: use second format 2.
If I value is 0, drilling hole to bottom non stop.
If K value is 0, the minimum infeed depth is not specified, and each infeed depth is the value specified by I.