4.7.4.1 G85/G86: Boring Cycle/Boring Cycle with Spindle Stop
Format:
G85 X_Y_Z_R_K_F_
G86 X_Y_Z_R_K_F_
This command is applicable to the reaming hole. When the G85 instruction is executed, it is as shown in the following figure. The reamer is quickly positioned to the designated coordinate position X_Y_, and then quickly positioned to the reference height R_, and then re-hinge to the specified hole seating position Z_ at the specified feed rate F_, still specified. The feed rate F_ rises upwards.
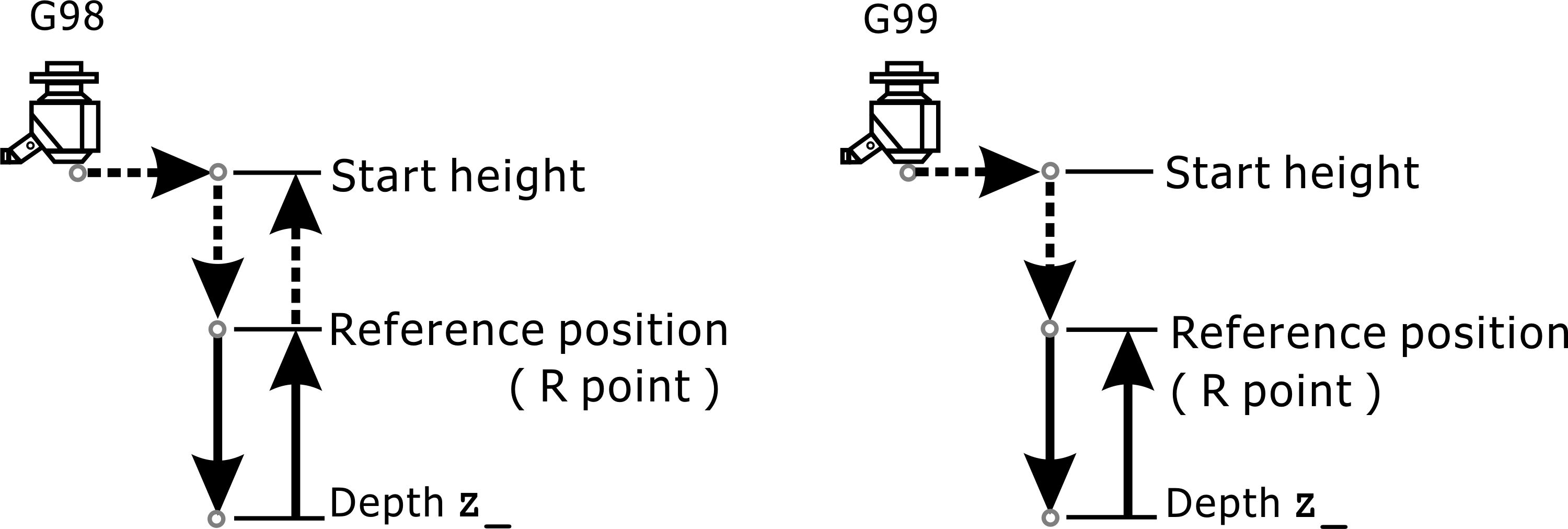
G85: Boring Cycle
When the G86 command is executed, the spindle will stop rotating after reaching the machining depth Z_, and will return to the original starting height (G98 mode) or the reference position R_ (G99 mode) at G00 speed, and then the spindle will resume clockwise rotation.
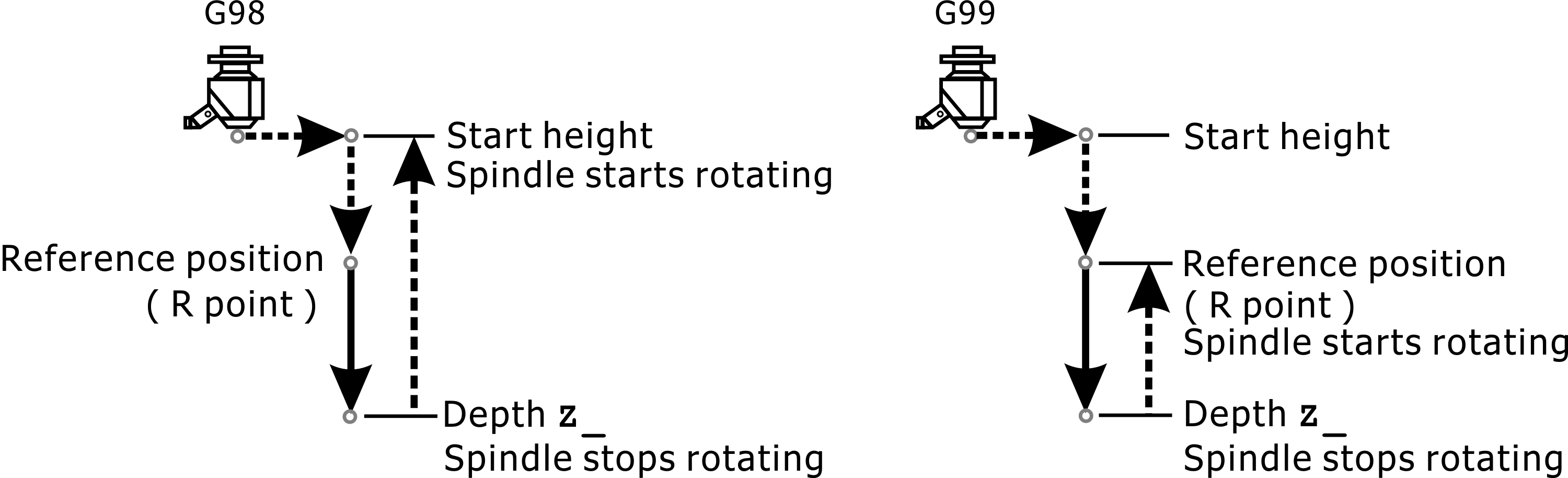
G86: Boring Cycle with Spindle Stop