4.8 Rotation, Mirroring and Scaling Commands
- G68/G69: Coordinate rotation/rotation cancel
Format:
G68 X_Y_R_
G69
The G68 command can start coordinate rotation. This rotation effect is related to plane selection. Therefore, select the X_Y_, Z_X_, or Y_Z_ plane according to G17/G18/G19 to set the center point of the rotation. This X_Y_, Z_X_, or Y_Z_ still belongs to G90/G91. The instruction is set to absolute or incremental value.
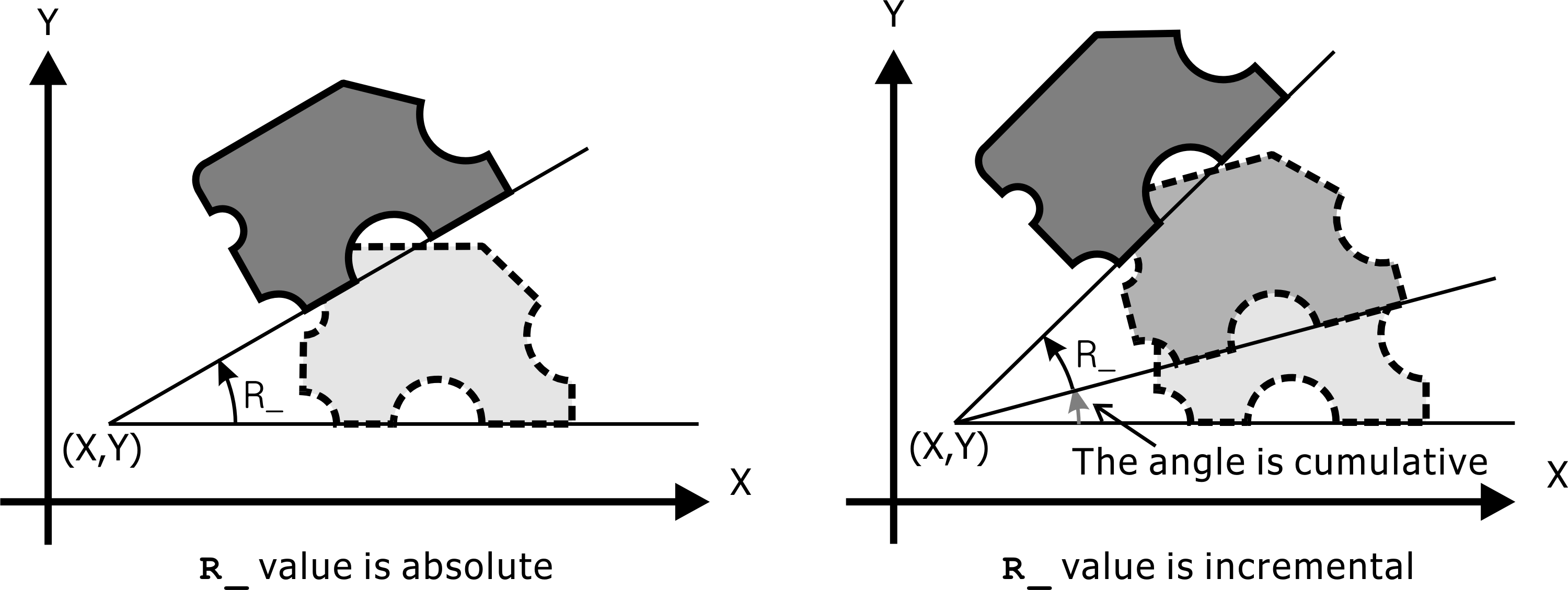
The R_ value indicates the angle to be rotated, and the positive and negative values indicate the counterclockwise/clockwise rotation, respectively. This R_ value can be set as "absolute value" or "incremental value" by "Parameter → Rotation → Absolute/Incremental angle value". If the incremental value is selected and G91 mode is used, the rotation angle will be incremented until G69 cancels the coordinate rotation command. This rotation angle is reset to zero.
G68: Coordinate System Rotation
The relationship between G68 and G17/G18/G19 is as follows:
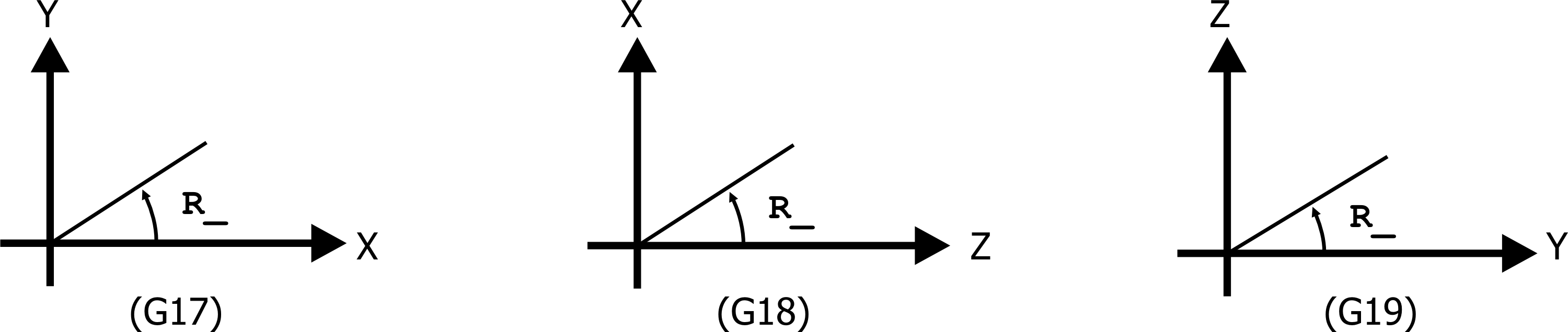
G68 and Different Plane Selection (G17/G18/G19)
- G50/G51:Cancel/Scale Up, Zoom Out, and Mirror
Format:
G50
G51 X_Y_Z_I_J_K_ or G51 X_Y_Z_P_
The G51 command can start scaling and mirroring. This function uses X_Y_Z_ to set its center point. If the ratio of three axes is the same, the P_ value can represent the scale value to be enlarged or reduced. The P_ value can only be a positive integer value. If it is negative, it will be considered invalid. If the P_ value or I_, J_, K_ value is not set or is set to a negative value, the P value set by "parameter→amplification ratio" is proportional value.
If the three axes are respectively enlarged or reduced in different proportions, the format of X_Y_Z_I_J_K_ must be used, where I_, J_, and K_ represent the proportions of the X, Y, and Z axes to be enlarged or reduced, respectively. The minimum integer value of this I_, J_, K_, or P_ can be represented by "0.001" or 0.0001 (3 digits/4 significant digits) as "parameter→amplification ratio→effective number of scaling values", if P1000 is under 3 significant digits. That means 1.000 times.
If I_, J_, or K_ is a negative value, it corresponds to the mirror effect of the axis; this mirroring effect is related to the plane selection, which depends on the G17/G18/G19 plane selection to determine the negative image to I_J_, I_K_, or J_K_. If I_, J_, or K_ are available, but one of I_, J_, or K_ is not given, the value of "Axis → Magnification → X value (Y value or Z value)" pre-assigned by the parameter is the value of each axis.
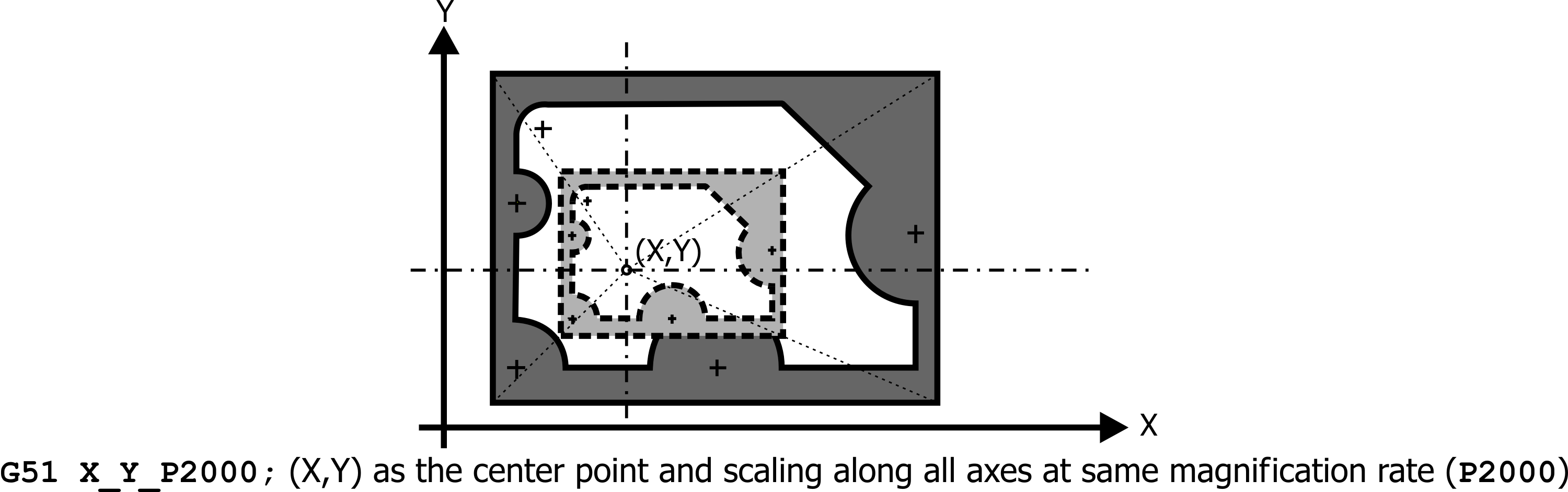
Scaling at Same Magnification Rate along All Axes
The diagram of the unequal ratio of the two axes: (note the shift of the center point of the arc, and use a larger proportion of the radius)
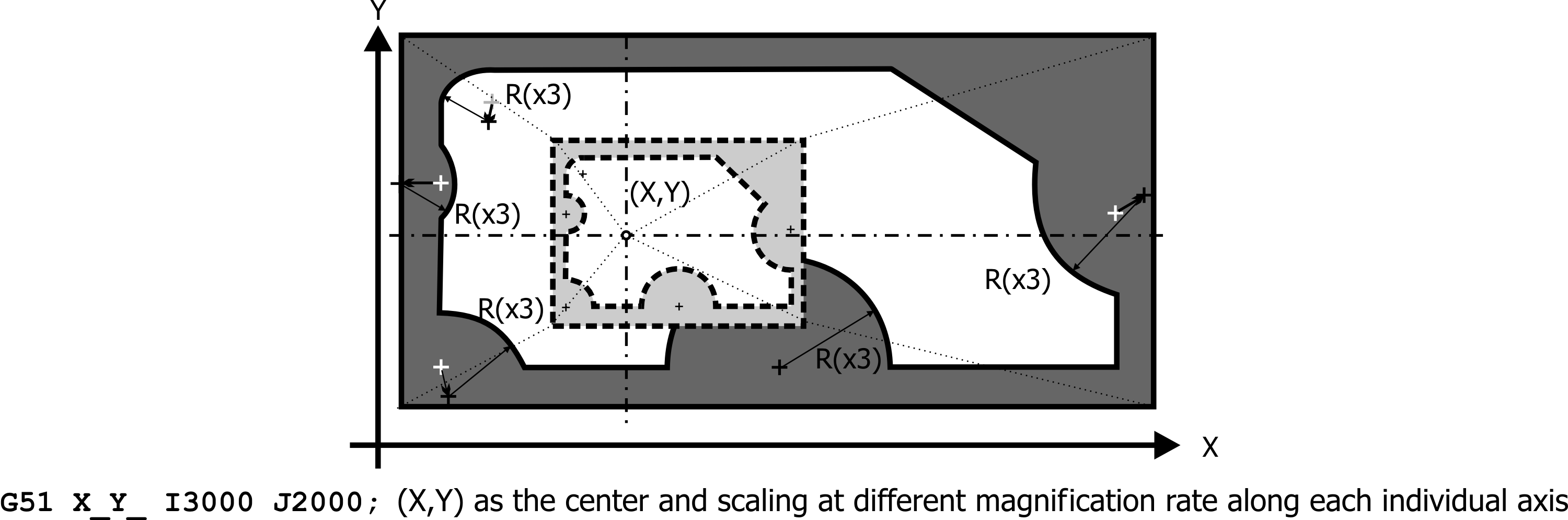
Scaling at Different Magnification Rate along Each Individual Axis
Biaxially proportional mirror image:
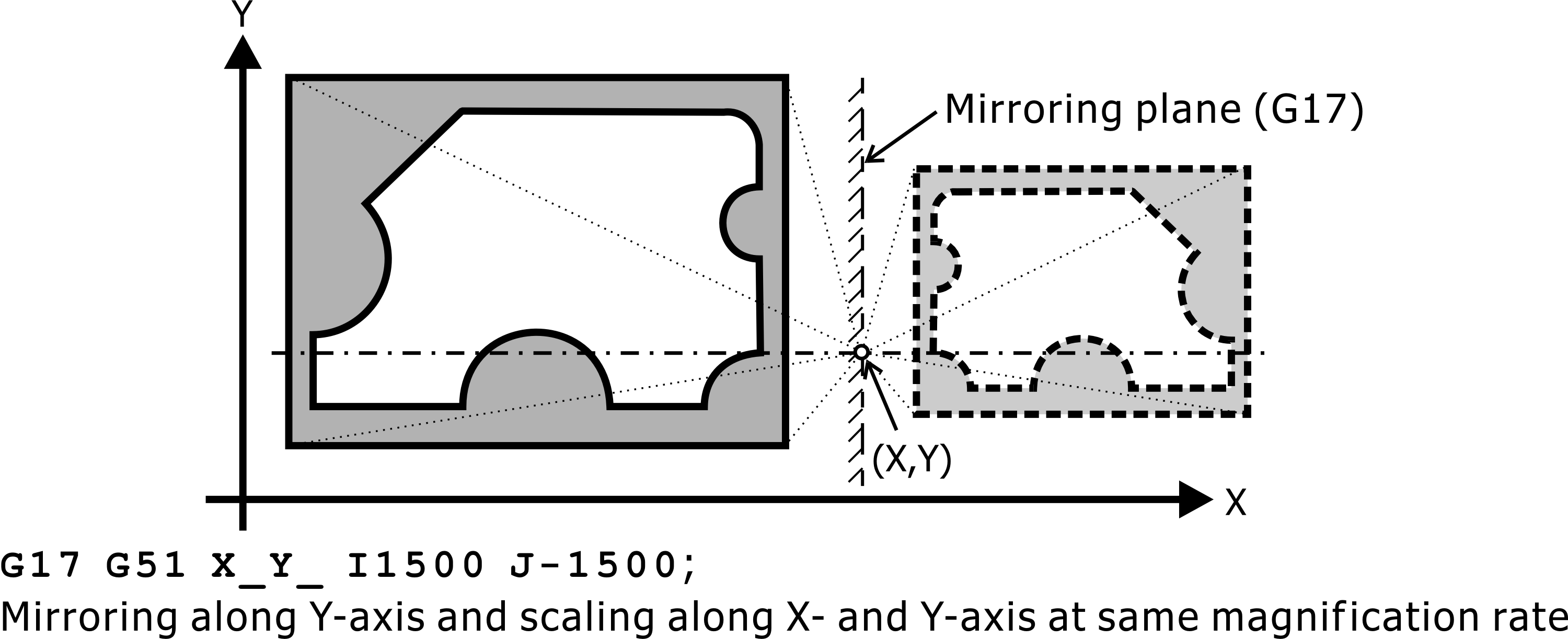
Mirroring along Y-axis and Scaling along X- and Y-axis at Same Magnification Rate
Note 1: |
The fourth axis is not affected by the G51, ie there is no scaling or scaling. |
Note 2: |
X_Y_Z_ is determined by G90/G91 as absolute coordinate or relative increment. |
Note 3: |
Any two-axis arc that is not proportionally enlarged or reduced will use a larger proportion of the radius as the new radius value and recalculate the center of the circle with this new radius. |
Note 4: |
If G50/G51 and G68/G69 are mixed, the processing sequence is G51 and then G68. If you want to cancel G69 and then G50, the program should be written in this order. Otherwise, it is regarded as an error. |