1.2.2.4 Setting − 設定頁
進入設定頁後,可進行數據的設定與察看,包含權限等級、Macro 參數、工件/工具座標偏移、軟體極限、馬達致能、絕對位置讀取、系統更新與力覺感測等。依據不同的使用者等級可進行不同層級的數據設定與調整,下列將對各項目詳細介紹。
在設定頁時,右下的兩顆觸摸按鈕具有翻頁的功能。
1. Auth − 使用者權限:
輸入密碼可切換不同等級,給予特定權限進行設定與調整,如下圖所示。權限為 0 時,僅可以進行開啟與執行程式以及手動。
權限為 1 時,可以編輯程式及教點,以及修改 Base 和 TCP 的偏移值。
權限為 2 時,可修改手臂安裝座標值、軟體極限,進行機械位置歸零動作。
子頁下方的窗格顯示 TP10 是否連線正確。若顯示 Connected 表示 TP10 與控制器已完成連接可進行操作;若為 Disconnected 則表示 TP10 與控制器連線中斷,須重新連線。
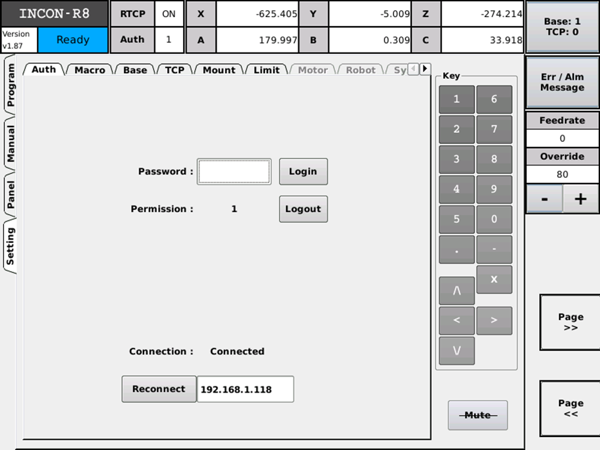
使用者權限子頁
2. Macro − 巨集變數:
顯示目前 Macro 變數狀態,如下圖所示。提供使用者 Macro 變數 700 到變數 999 共 300 巨集以進行設定,下方左右箭頭可以切換顯示的 Macro 組數。Macro 變數可於路徑程式編輯時,進行數值設定、判斷以及四則運算等功能,若程式中有使用 Macro 功能,運行時也可切換至此頁監看 Macro 的狀態,左下角則顯示目前矩陣執行到的位置。
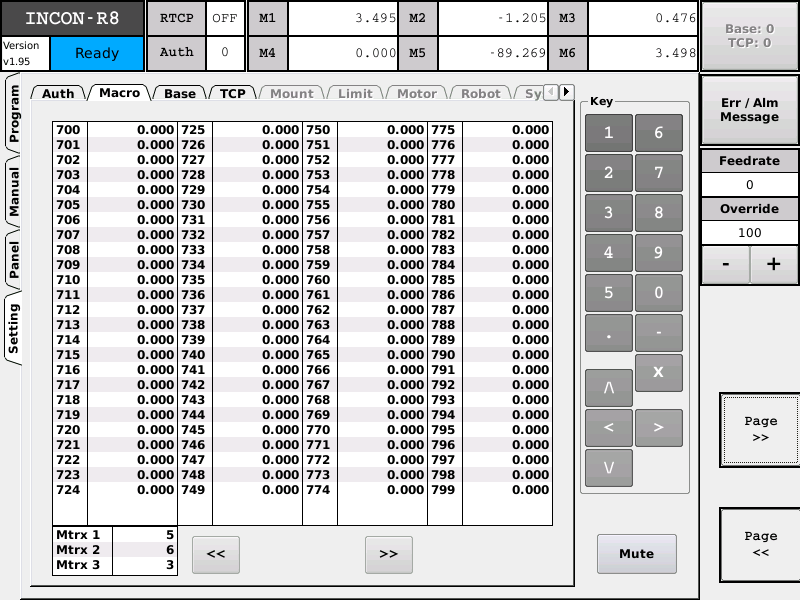
Macro 變數子頁
3. Base − 工件座標偏移:
工件(加工區)相對於使用者座標的偏移植,此處提供六組 Base 予使用者進行設定,如下圖所示。座標偏移可直接手動輸入進行設定,編輯完成後觸摸 Save 即可儲存數據,若切換至其他頁面及未儲存則會放棄此次編輯的數據。
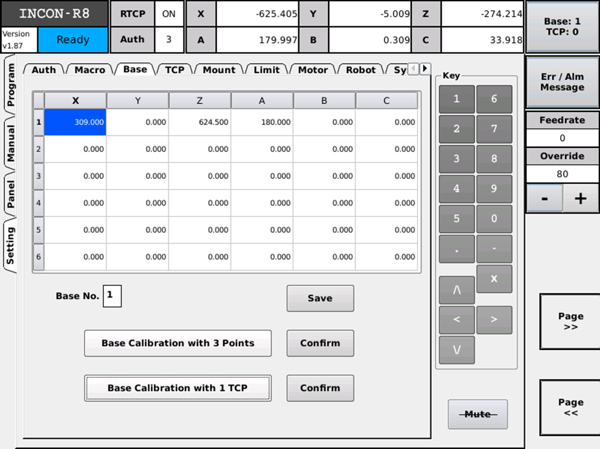
工件座標偏移設定子頁
除直接使用手動輸入外、亦可使用 Base Calibration with 3 Points 三點校正法與已知一點 TCP 校正法進行工件座標偏移設定。
1. |
觸摸 Base Calibration with 3 Points 觸摸按鈕校正法將會開啟 Base Calibration 對話盒。使用手動方式依序紀錄工件座標之原點、工件座標的 X 軸正方向上任意點與 XY 平面的第一象限上任意點。 |
三點都記錄完成後觸摸 Exit 可回到工件座標偏移對話盒,此時 Base Calibration with 3 Points 三點校正旁邊按鈕將顯示為 Confirm**,觸摸後系統將計算工件座標偏移值並顯示數據於所選擇的 Base 中。
註. |
當調整完紀錄點後必須將 RTCP 模式啟動,才能儲存座標值。 |
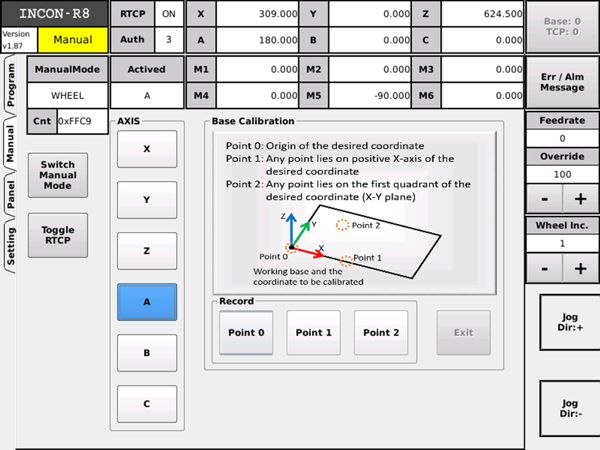
Base Calibration with 3 Points 對話盒
2. |
Base Calibration with 1 TCP 一已知之 TCP 座標校正時將進入如下圖 Base Calibration with 1 TCP 對話盒,使用手動方式操作。將目前的 TCP 座標原點以及座標軸方向與欲設定的工件座標系貼合,此時觸摸紀錄點,再觸摸 Exit 回到工件座標偏移畫面,此時 Base Calibration with 1 TCP 一 TCP 校正旁之按鈕將顯示為 Confirm**,觸摸後系統將計算工件座標偏移值並顯示數據於所選擇的 Base 中。 |
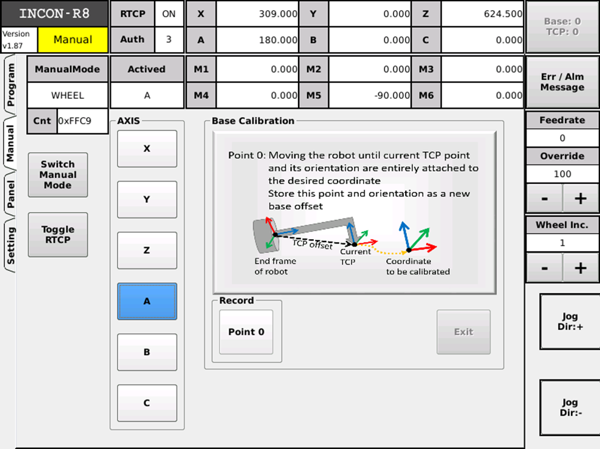
Base Calibration with 1 TCP 對話盒
3. TCP - 工具座標偏移:
工具末端相對於手臂末端 Frame 法蘭面的偏移值,此處提供六組 TCP 予使用者進行設定,更換不同的工具長度後仍可行走已編輯之路徑,如下圖所示。座標偏移可直接手動輸入進行設定,編輯完成後觸摸 Save 即可儲存數據, 若切換至其他頁面及未儲存則會放棄此次編輯的數據。
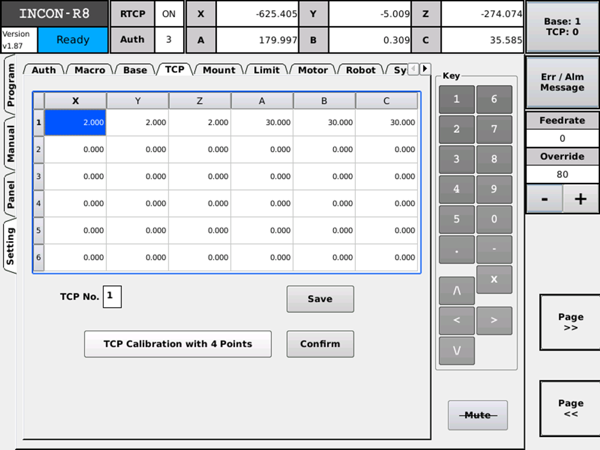
工具座標偏移設定子頁
除直接使用手動輸入外、亦可使用 TCP Calibration with 4 Points 四點校正法進行 TCP 座標偏移設定。
而四點 TCP 校正法如下圖所示。先在空間中任意找一固定點作為校正點使用,使用手動方式將工具末端以四次不同的角度碰觸校正點,儲存此四點座標值後,再觸摸 Exit 回到工具座標偏移畫面,此時 TCP Calibration with 4 Points 四點校正旁之按鈕將顯示為 Confirm**,觸摸後系統將計算工件座標偏移值並顯示數據於所選擇的 TCP 中,此方法只能計算出該 TCP 的(X, Y, Z)之偏移值, 若對座標旋轉有設定之需求,使用者可自行輸入(A, B, C)的值。
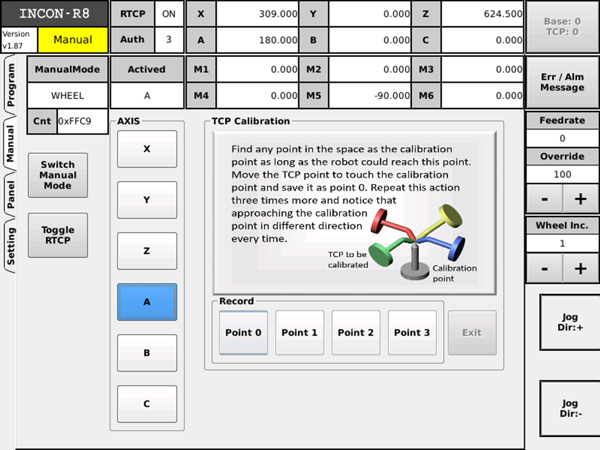
TCP Calibration with 4 Points 對話盒
4. Mount - 手臂安裝偏移:
手臂基座座標相對於使用者座標(世界座標)之偏移,根據手臂安裝的方式設定,使用者座標的位置與方向可以使用者方便之角度自行定義,而後其它的座標偏移即完全依使用者座標為參考進行設定。此處設定方法為手動直接輸入座標偏移。
修改此設定後,可觸摸 Reload 或重新開機載入,但須注意 Base 偏移值和路徑程式中的點位皆會受到此偏移值影響,因此修改後請重新檢視所有設定。
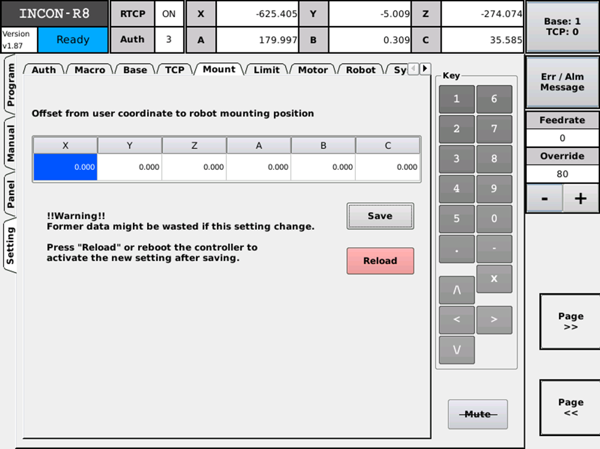
手臂安裝偏移子頁
5. Limit-軟體極限設定:
軟體極限部分可分成兩種:
(1) |
軸座標的軟體極限:以各軸向零點為參考之正負軸向極限。 |
(2) |
手臂末端 Frame 法蘭面的軟體極限 : 手臂所能移動到的極限位置,以手臂基座座標系為參考,三個軸向的正負方向圍成之長方體,以手臂第一軸延伸至第二軸處為圓心指定半徑之球體,取上述長方體與球體之交集。使用者可藉由軟體極限的設定,以限制手臂末端在運動時只限定於某一區域內進行動作,避免手臂發生碰撞意外。 |
此處皆為手動直接輸入數據,並可依使用情形選擇是否啟用。
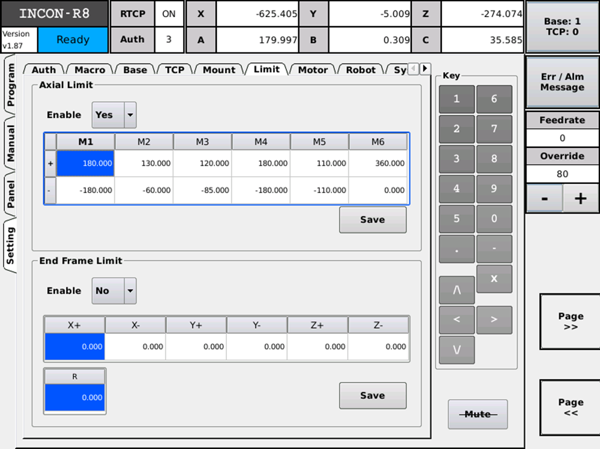
軟體極限設定子頁
6. Motor-馬達相關設定:
此處可針對各軸向進行伺服致能 Servo Enable on/off 設定,另有重設機械位置零點功能。
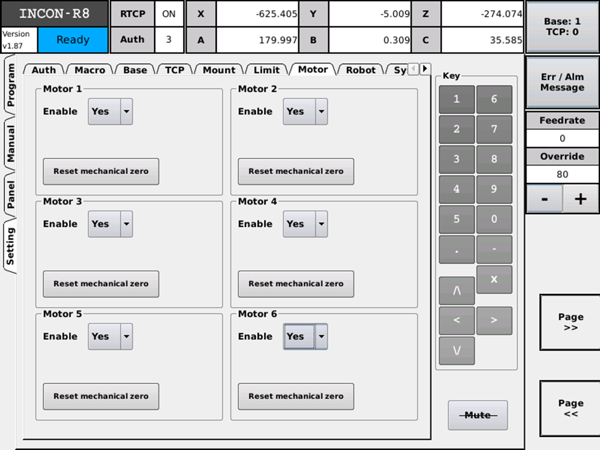
馬達致能子頁
7. Robot:
此子頁可進行絕對位置的重新讀取的功能。
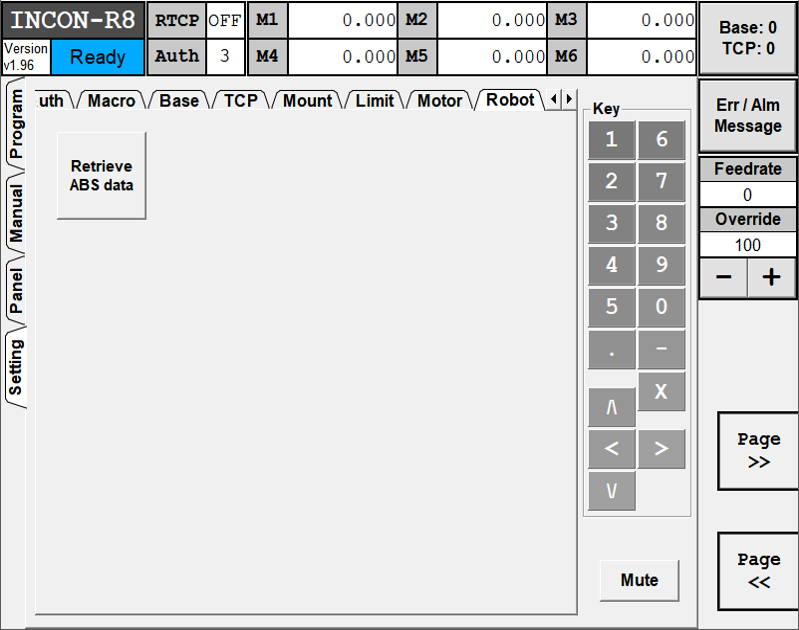
Robot 子頁
8. Sys - 系統:
此子頁上方 External Start/Stop 欄位可填入對應的 Input 點(0~31),使用者可將 I/O 卡上對應的點位接上外部的 PLC 或是實體開關等,即可從外部操作程式的啟動或停止,下方欄位則顯示當前控制器、PLC 與 TP10 的版本。
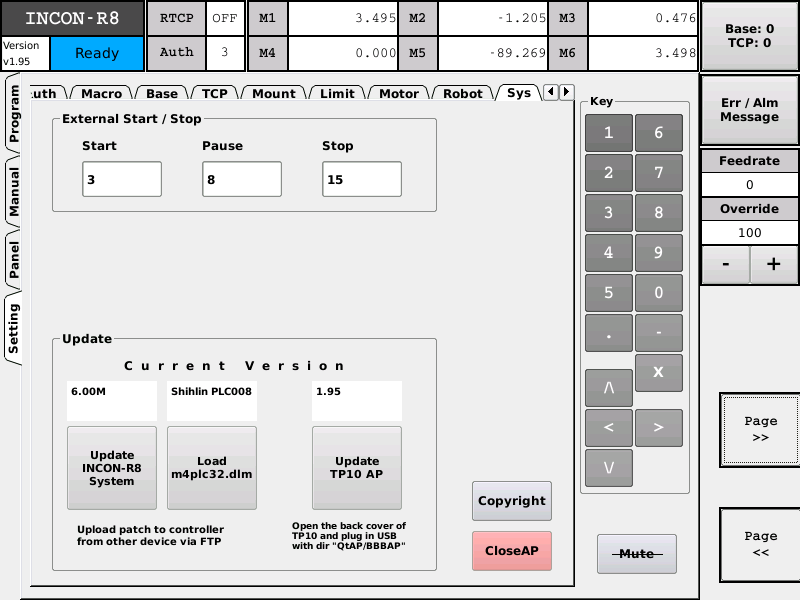
系統子頁
9. Force - 力感測相關設定:
當手臂上裝有力感測器時,動作前須進入此子頁進行參數的設定與校正,以避免手臂因錯誤力量讀值而造成預期外的移動。
(1) |
Sensor installation offset: 此窗格為力覺感測器與手臂末端 Frame 法蘭面的偏移值。 |
(2) |
Zero offset of sensor data: 此窗格為安裝力覺量測的數據校正。進行此項校正時,須將手臂分別擺成軸座標(M1=M2=M3=M4=M6=0,M5=90 與 M5=-90)兩種形式。當手臂移動到位後,可從窗格讀取即時力量測數據,分別將兩種姿態的量測數據依不同方向分別取平均並減去 8192(非受力情形時感測器量測值),並將計算值儲存於表格中。 |
(3) |
Mass & Distance between mass center and sensor: 此窗格為感測器下方連接刀具的重量及其質心位置與感測器中心的偏移值。 |
(4) |
Compensation gain: 手臂執行程式時,在力感測模式中手臂受力後的補償速度調整。 |
(5) |
Jog via force sensor: 教導模式中,力量對應的手臂速度值。 |
• |
deltaF:手臂末端受 X、Y、Z 軸向力對應的移動速度,單位為(N)。 |
• |
deltaN:手臂末端受 A、B、C 軸向力矩對應的轉動速度,單位為(N)。 |
註. |
若受力值為設定值的 5 倍,此時 JOG 移動速度為 100 %;若為設定值 4 倍,則 JOG 移動速度為 80 %,以此類推。 |
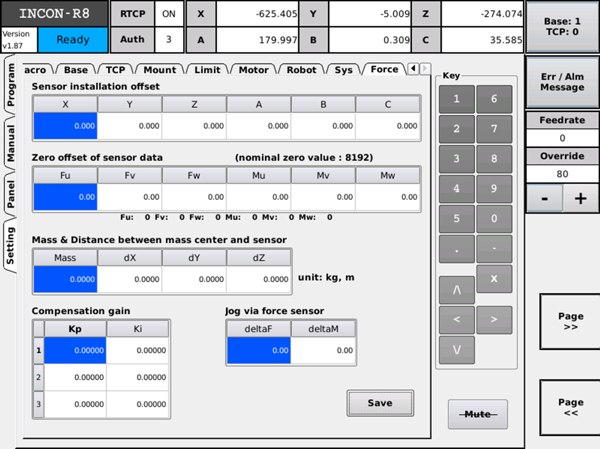
力感測設定子頁