3.7 手動控制輸入來源
此對話盒係供機械製造業者決定控制訊號的來源,訊號包括:寸動與單動、進給速率超馳調整、G00 定位超馳調整、寸動速度超馳調整、單動與手輪步輻、手輪軸選擇、手動模式選擇、啟動與暫停等,可依需要改由機械面板上的按鈕或旋鈕開關操作控制。
機械面板上的按鈕或旋鈕開關可由 I/O 單元接入,再經 PLC 規劃控制。要使這些按鈕或旋鈕開關作用,須先在此對話盒逐項選擇,使之發生作用。若不選取,表示使用第一操作面板上的按鍵操作;若選取表示改用機械面板上的按鈕或旋鈕開關。
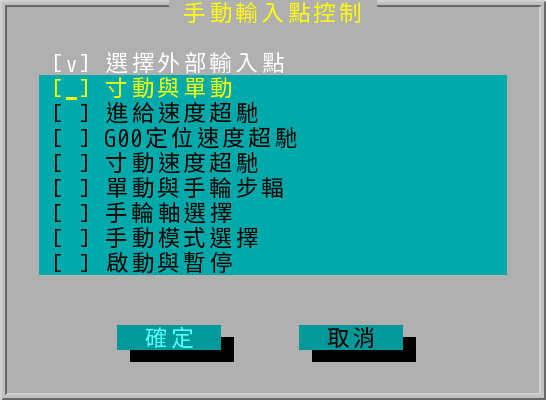
"手動控制輸入來源" 對話盒
通常機械面板上的按鈕或旋鈕開關規劃如下:
- 寸動與單動方向鍵:八個按鈕(M84 控制器):- X,+ X,- Y,+ Y,- Z,+ Z,- A,+ A。
- 進給速度超馳:16 段旋鈕開關:0 % ~ 150 %(每段 10 %)。
- G00 定位速度超馳:4 段旋鈕開關 100 %、50 %、25 %、0 %。
- 寸動速度超馳:16 段旋鈕開關:0 % ~ 150 %(每段 10 %)。
- 單動與手輪步幅:4 段旋鈕開關:× 1、× 10、× 100、× 1000。
- 手輪軸選擇:4 段旋鈕開關(M84 控制器):X、Y、Z、A 。
- 手動模式選擇:4 段旋鈕開關:單動、寸動、手輪、歸零。
- 啟動與暫停:啟動與暫停兩個單獨按鈕。
註 1. |
G00 定位速度超馳亦可經由 PLC 之 plc.vto4.bit.ghov0~plc.vto4.bit.ghov4 訊號設定為 16 段超馳 0% ~ 150%,詳請參考 INCON-M84/M86/M86R PLC 編程說明。 |
註 2. |
G00 定位速度超馳、寸動速度超馳、進給速度超馳之百分比可由 PLC 規劃及啟動功能,將超馳率每段 1% 倍率增加,詳細設定說明請參照 INCON-M84/M86/M86R PLC 編程說明。 |