3.8 螺距誤差補償表
選擇 "螺距誤差補償表" 後,會出現軸向選單。
"螺距誤差補償表" 軸向選單(M84 有四個軸向可選,M86/M86R 有六個軸向可選)
選定 X 軸、Y 軸、Z 軸、A 軸(、B 軸、C 軸)其中一軸並按下 ENTER 鍵後,將開啟該軸向之螺距補償表設定對話盒。
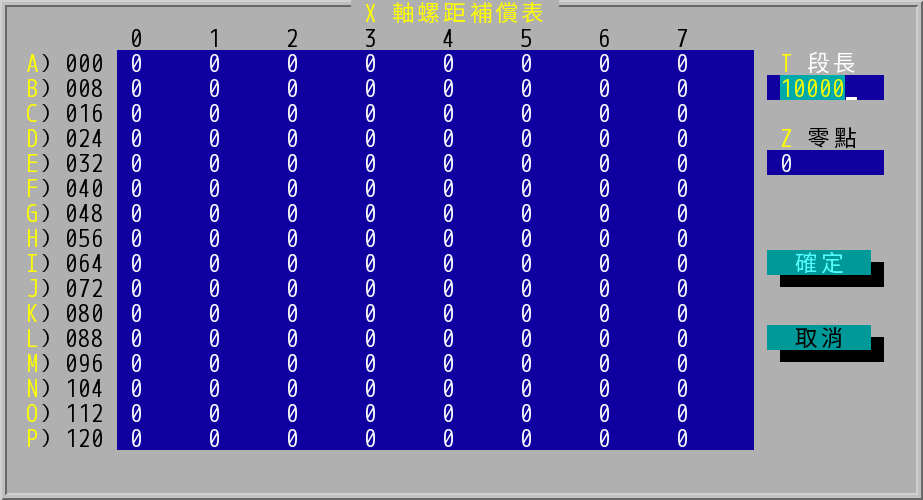
"X 軸螺距補償表" 對話盒
此對話盒係供機械製造業者設定各軸向之螺距誤差,其中各參數之意義如下:
- 段長:單位為 μm。此為螺距誤差補償時每一段的長度。此值若為零,則螺距誤差補償不作用。各軸使用的滾珠導螺桿,依精密度等級之不同各螺距間會有些誤差,使得由 CNC 發出直線性斜向進給指令時,於實際上可能變成有些微蛇行的路徑。此補償表共有 128 欄,若將螺桿分成 128 等份,將每等份之長度填入段長欄位,再依實際量得各段之螺距誤差值填入螺距誤差表(正負值之決定與雷射量測方式,請參看雷射量測背隙與螺距誤差補償)。齒隙補償可設定較長之段長,若設定值大於 60000,則實際段長等於 1000 ×(設定值- 60000),例如:設定 60100,則實際段長是 100000。
- 零點:為機械零點所在的區段號碼。用來填入機械原點座標位於此 128 等份中的第幾個表格位置(0~127),螺距誤差補償值填入 0,並把此段的號數增加的欄位為該軸的正方向,因此第 0 格即是負極限端。
- 補償值:單位為 μm。此為此段長之螺距誤差補償值。
INCON-M84/M86/M86R 系統可補償由類似螺桿的傳動裝置所導致的螺距誤差。控制器最多可將全行程區分為 128 段。為了量測的方便,須先設定每段之長度以涵蓋軸向之全行程。設定機械零點所在之區段,長度值若為零,則螺距誤差補償將不作用。
補償值是未補償機械位置和量測位置之差。如:每段之長度為 10000,機械零點所在之區段為 0。若位於 10.000 mm 和 20.000 mm 之測量值為 10.010 和 20.018,則在絕對值模式下,應於第一段輸入 10,第二段輸入 18。若為增量模式,則應於第一段輸入 10,第二段輸入 8。
註. 有關螺距誤差補償之詳細說明請參照雷射量測背隙與螺距誤差補償 。