3.8.1 旋轉軸的螺距誤差補償
如果在 "機械參數→各軸參數→選項" 對話盒中選取 [ √ ] 旋轉軸一項,將該軸設定為旋轉軸,則該軸的螺距誤差補償使用旋轉軸的螺距誤差補償方式。
該旋轉軸的一個圓周旋轉角度由正向軟體極限決定,若正向軟體極限值大於 360000,則被視為 360000。如正向軟體極限之設定值為 180000 則代表 180°。
旋轉軸的螺距誤差補償方式如下:
1. |
若正向軟體極限值是出廠預設值 9999999,現在一個圓周旋轉角度是 360000。 |
2. |
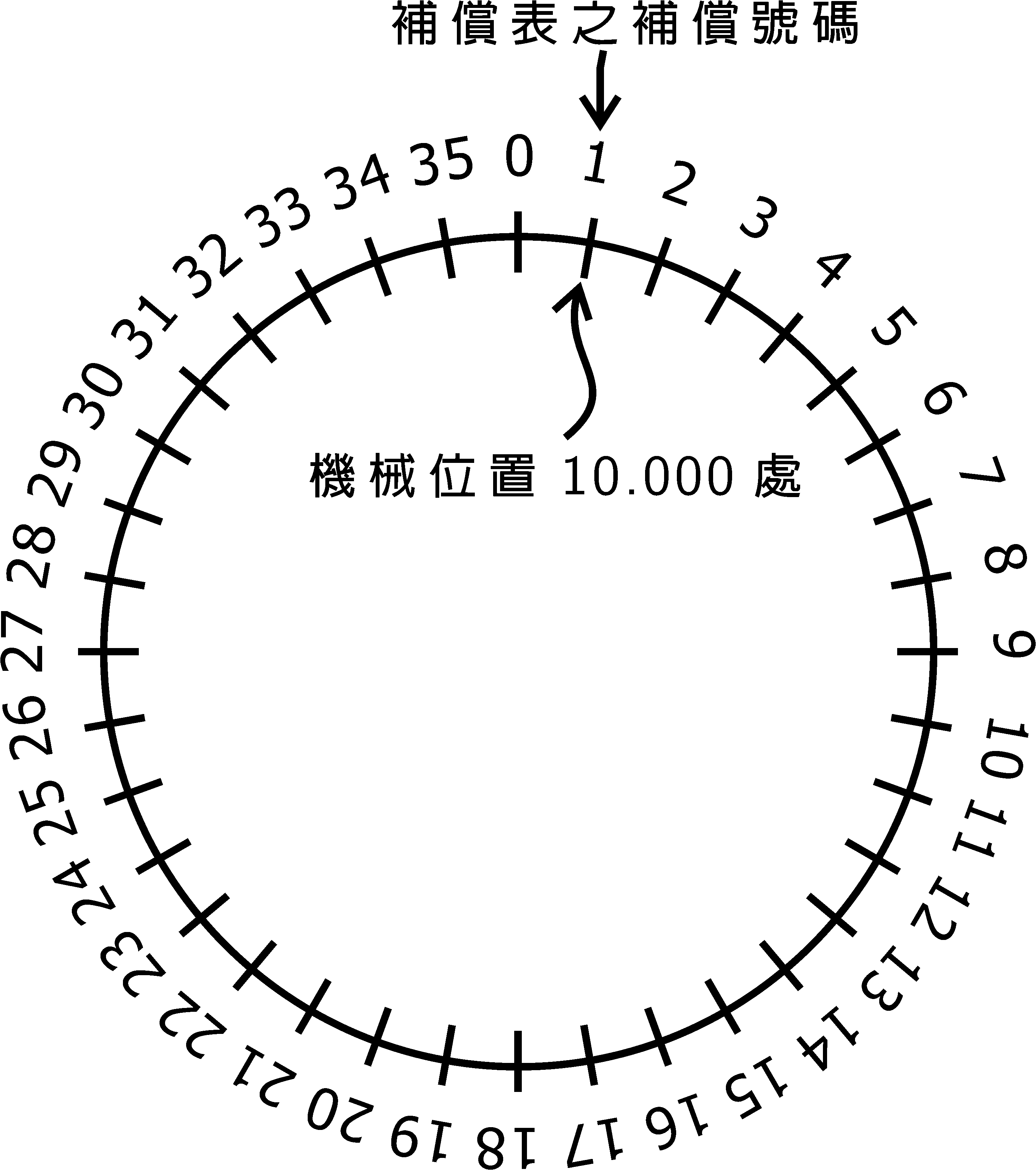
設螺距誤差補償的段長為 10000,則該軸向的一個圓周旋轉可分為 36 段(360000/10000 = 36)。 |
3. |
接下來,將螺距誤差補償值分別設在補償表的補償號碼 1 欄位至 35 欄位中,假設在補償號碼 1 補償值為 5,則控制器會在機械位置 10.000 度、370.000 度或 - 350.000 度....等(即機械位置在 N × 360 + 10,N 為整數)補償螺距誤差值 5,此為旋轉軸的螺距誤差補償方式。 |
註. |
旋轉軸之正向/負向螺距誤差補償表之設定方式與直線軸之設定方式相同。正向/負向螺距誤差補償值設定方式之詳細說明請參照雷射量測背隙與螺距誤差補償及螺距誤差與負向螺距誤差補償。 |
旋轉軸的螺距誤差補償