3.6 主軸
選擇 "主軸" 後會開啟選單如下:
"主軸" 選單 (僅 M86/M86R 有副主軸)
選擇欲設定之主主軸或副主軸後會跳出以下對話盒,用來供機械製造業者設定與主軸有關之各項參數。
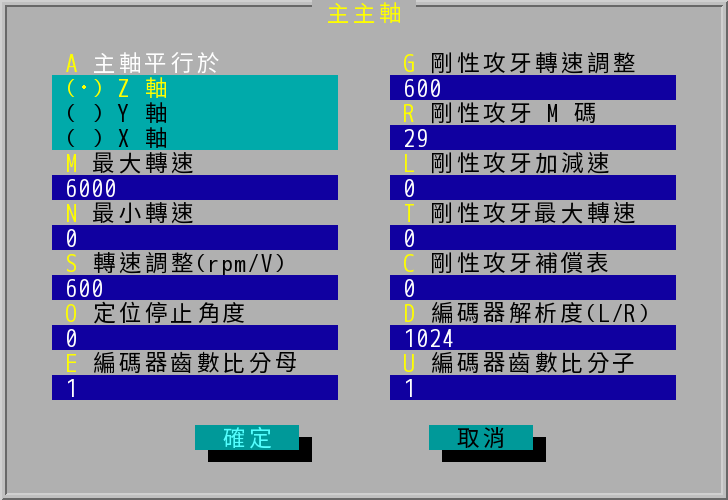
"主主軸" 對話盒
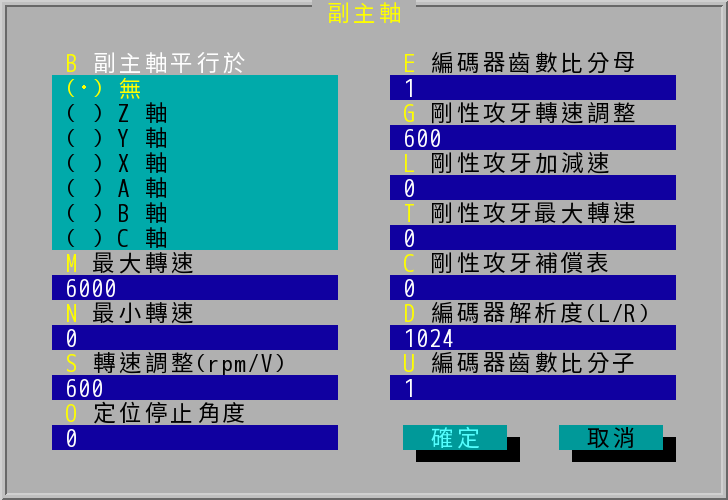
"副主軸" 對話盒
- 主軸(副主軸)平行於:選擇主軸所平行的軸向。刀長補正指令將使用此設定值。主軸通常安裝在 Z 軸上,但有時依特殊需要而安裝在其它軸上,這時就需要更改此對話盒裡 "主軸平行於→(⋅)X 軸/Y 軸/Z 軸" 的選擇。請以方向鍵進行選擇。
- 最大轉速:單位預設為 rpm,用來設定主軸之最大轉速。
- 最小轉速:單位預設為 rpm,用來設定主軸之最小轉速。
- 轉速調整:單位為 rpm/V,用來設定主軸電壓指令之比例。INCON-M84/M86/M86R 依據 PLC 處理送出 DC 0 V~+10 V 或 DC 0 V~-10 V 給主軸驅動器。由本項目設定來通知 INCON-M84/M86/M86R 每伏特電壓讓主軸轉速達到多少 rpm。
- 定位停止角度:鎕孔動作中,有時主軸需停在特定方向角度,此項即是該特定方向角度之設定,輸入值 0~359。
接下來幾項即是與剛性攻牙相關的機械參數(在攻牙循環中的剛性攻牙,需在機電上有特殊配備才能正常作用):
- 編碼器齒數比分母:當主軸經過減速齒輪耦合時,編碼器側的齒輪齒數相對於主軸側的齒輪齒數比值必須是 1、2、4、8、16、32(2 的次方值)。此比值即是此齒數比的分母值,分子固定為 1,例如:1/1、1/2、1/4、1/8 …。
- 剛性攻牙轉速調整:設定在剛性攻牙時之主軸電壓指令比例 rpm/volt。剛性攻牙時,通常需用到主軸較低轉速且較大轉矩的特性。主軸驅動器由主軸模式切換至剛性攻牙模式時,電壓對應之轉速會不同於主軸模式時。
- 剛性攻牙 M 碼:設定在啟動剛性攻牙之專用 M 碼,通常是 M29,也可依需要改成其他碼,但不能是系統已指定功能的 M00/M01/M02/M30 或 M95/M97/M98/M99 或 M03/M04/M05/M06 等 M 碼。
- 剛性攻牙加減速:主軸設定為剛性攻牙模式時的加減速,需配合 PLC 使用。
- 剛性攻牙最大轉速:預設值為 0,表示剛性攻牙功能暫不能作用。當機構上有剛性攻牙配備時,依機構性能設定適當的攻牙最大轉速值,即可使剛性攻牙作用。使用時需以剛性攻牙 M 碼加上 S 碼(攻牙轉速)指令在攻牙循環指令前,使準備作用。於此限制 S 碼的最大值,若超過此值,則以此值取代。
- 剛性攻牙補償表:此參數定義剛性攻牙補償表之 PLC 長數據起始號碼。由於一般主軸驅動器有加減速的特性,使得攻牙會有過深現象產生,請先以 100 rpm 開始,每隔 100 rpm 做一次攻牙動作,並記下各個不同轉速下的過切深度。再依下列公式計算出各個不同轉速下的過切補償值,填入此處所設定的 PLC 長數據起始號碼內及其後面連續幾個 PLC 長數據號碼內。
補償表資料設定依據以下公式計算:
補償值 = 4096 × 過切深度/牙距
例如:牙距 0.5 mm,程式設定牙深 100 mm,實際攻牙深度表列如下,依公式可以得到以下補償值數據:
剛性攻牙轉速 |
實際攻牙深度 |
程式設定牙深 |
過切深度 |
計算出的補償值 |
100 rpm |
101.5 mm |
100 mm |
1.5 mm |
4096×1.5/0.5 =12288 |
200 rpm |
103.0 mm |
100 mm |
3.0 mm |
4096×3.0/0.5=24576 |
300 rpm |
104.5 mm |
100 mm |
4.5 mm |
4096×4.5/0.5=36864 |
400 rpm |
106.0 mm |
100 mm |
6.0 mm |
4096×6.0/0.5=49152 |
500 rpm |
108.0 mm |
100 mm |
8.0 mm |
4096×8.0/0.5=65536 |
假如我們在此設定剛性攻牙補償表起始編號是 PLC 長數據的第 100 號,接下來就要將上表所算出的補償值,從 100 號開始連續填入 PLC 長數據中,如下圖所示。
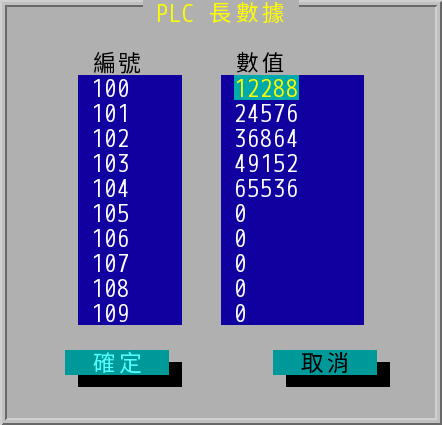
在 "PLC 長數據" 對話盒內填入剛性攻牙補償值
假使主軸有剛性攻牙模式,且使用控制器控制主軸加減速狀態下,此參數為過深補償值,例如:最大攻牙轉速為 3000 rpm,可用 1500 rpm 測試過深,計算補償值直接填入該項次。
- 編碼器解析度(單位:line/round):設定主軸編碼器解析度,必須為 1024 或 2n 值例如 256、512,方可正常工作。
- 編碼器齒數比分子:設定主軸旋轉編碼器對主軸齒輪減速比的分子值。