3.2.14 歸零程序
請注意:如果進階軸向參數→編碼器模式設定在增量模式下,軸向應裝有相對應的極限開關才可使用歸零程序,否則會造成撞機危險。
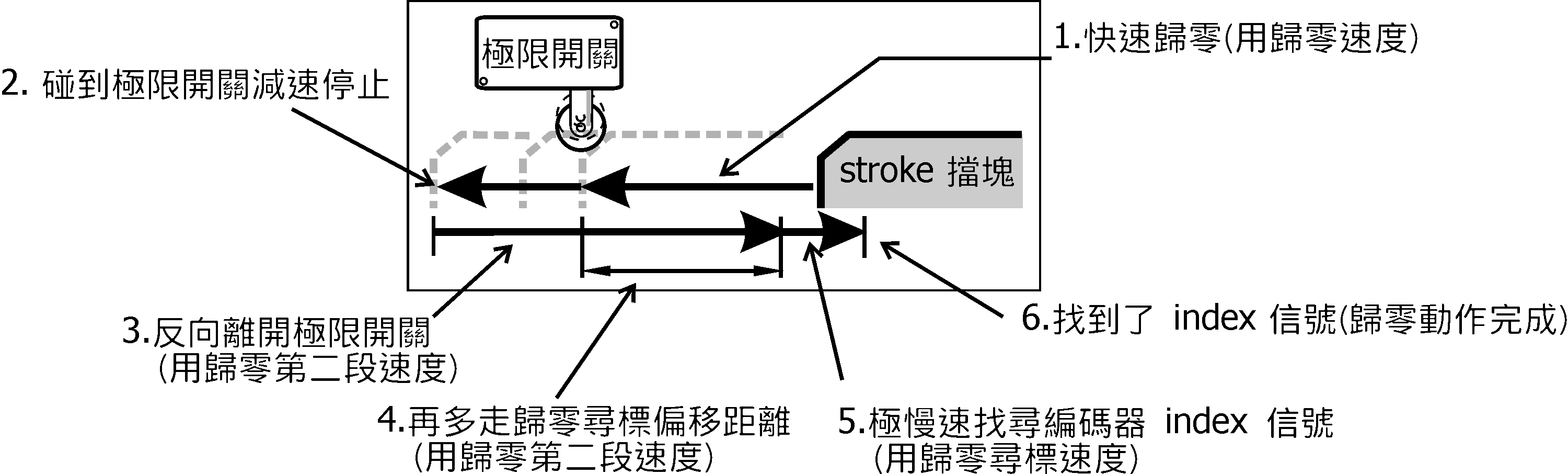
歸零程序可使機器擁有精確且可重複之參考位置。使用者必須在實際加工前,先執行此歸零程序。此歸零程序可藉由機械面板的自動歸零鍵執行之。各軸的歸零程序為:
1. |
軸向以第一歸零速度朝向歸零方向移動,直到極限之特殊輸入點開路後停止。 |
2. |
軸向以第二歸零速度反向移動,直到極限之特殊輸入點閉合導通後停止。 |
3. |
軸向繼續以相同之速度與方向移動軸向參數中設定的歸零尋標偏移距離。 |
4. |
軸向繼續在相同之方向上,以歸零尋標速度移動,直到指標之特殊輸入點從編碼器讀到指標訊號(Z 相)為止。 |
5. |
而後,機械位置將被重置為該軸機械參數中之預設機械位置值。至此,歸零程序已完成。 |
6. |
若回至機械零點選項被使用,控制器會快速移至機械零點。 |
歸零程序
若軸向狀態中的軟體極限已選用,則在完成歸零程序後,軟體極限才會發生作用。
- 歸零速度(單位:mm/min):設定此軸向歸零程序中之第一段歸零速度。
- 歸零第二段速度(單位:mm/min):設定此軸歸零程序中之第二段歸零速度。
- 歸零尋標速度(單位 : mm/min):設定此軸歸零程序中之歸零尋標速度。
- 歸零尋標偏移(單位:μm):在歸零程序中第二段歸零速度時之偏移距離。
當 "歸零尋標偏移" 的設定值大於 60000 μm (旋轉軸齒比小於 6)時,使用設定方式:
等效設定值 =(原本要設定的歸零尋標偏移值/100)+60000
例如:原本要設定的歸零尋標偏移值為 120000
則等效設定值為(120000/100)+60000=61200
尋標偏移是為了減少尋找零點時的相對距離,保留約 500 μm 給找尋零點之用,要作歸零動作之前,必須先確認極限開關工作正常,否則機構會移至軸向尾端致使機械損壞。第一次設定歸零尋標偏移時先將尋標偏移設為零,然後進行歸零,第一次歸零可能需要較長時間,歸完零之後再歸一次零,當移動速度由歸零第二段速度變成歸零尋標速度時需記錄位置。然後,計算尋標偏移量及設定尋標偏移。
例如:記錄資料為 1800,尋標偏移 = 1800 - 500 = 1300。
若偏移距離小於 500 μm 時,必須讓螺桿多轉一圈距離減去 500 μm 之值。
例如:螺桿為 5 mm,紀錄資料只有 50 μm,則尋標偏移設定值為 5000 + 50 - 500 = 4550。