3.2.5.3.3 圓弧式鑽孔模式
格式:G70.09 G_X_Y_Z_R_C_A_I_L_B_Q_P_F_
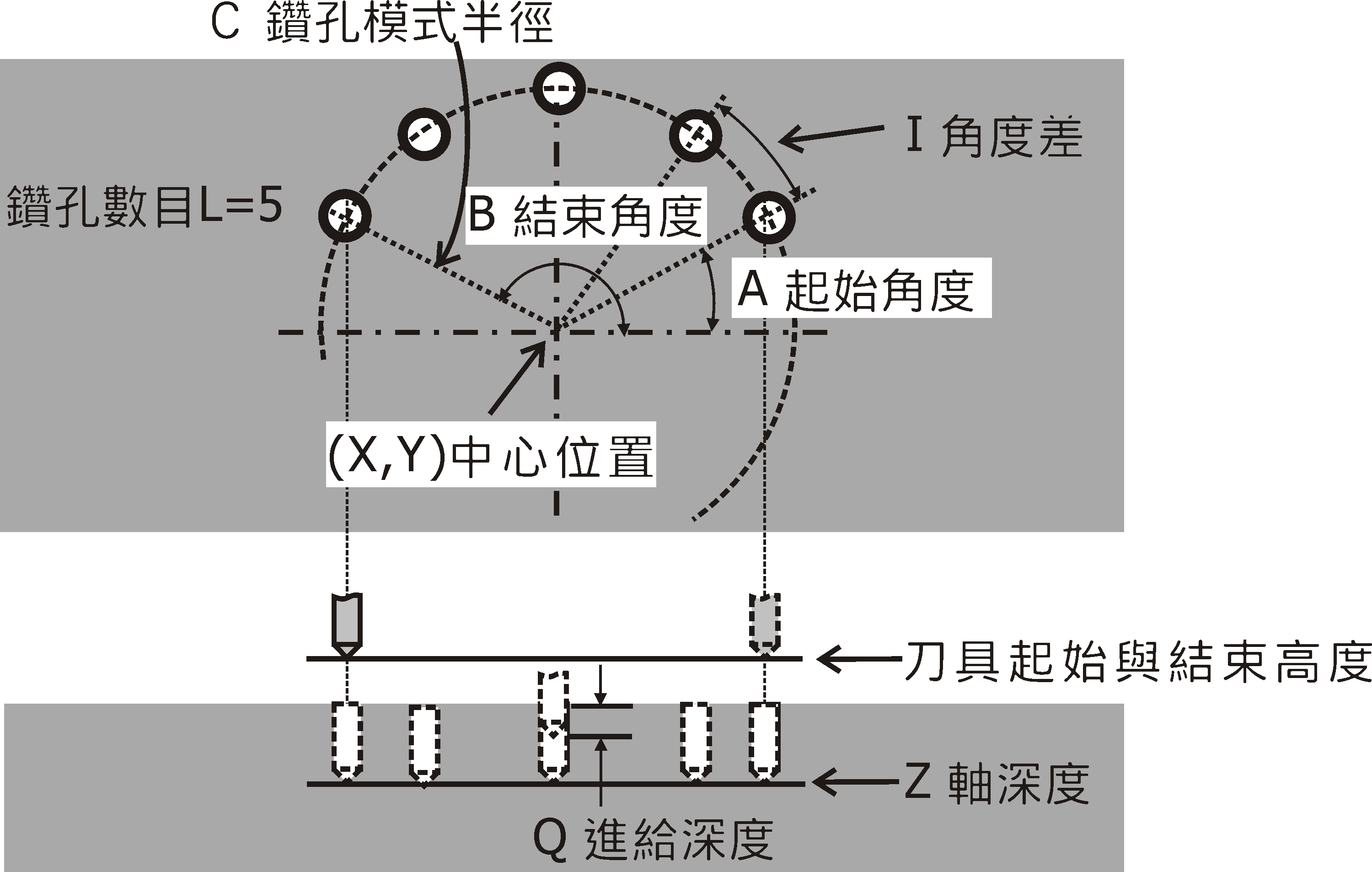
圓弧式鑽孔模式中,各循環加工之孔位排成圓弧或圓形。
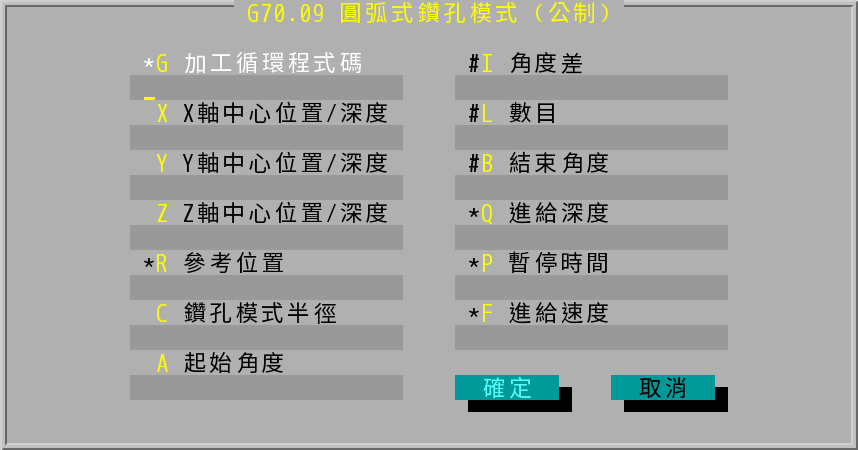
"G70.07 圓弧式鑽孔模式" 對話盒
圓弧式鑽孔模式示意圖
- 加工循環程式碼:依所欲進行之加工循環填入相對應之程式碼(G73~G89)。
- X/Y/Z 軸中心位置/深度:圓弧中心位置及深度,可使用 G90/G91(以絕對座標值/相對增量值規劃程式)。
- 參考位置:起始加工參考位置。
- 圓心位置可使用絕對或增量座標。
- 其中標示有 "#" 的項目可由以下三種組合做圓弧式鑽孔:
- 輸入角度差與數目。
- 輸入結束角度與數目。
- 輸入結束角度與角度差。
- 鑽孔模式半徑:圓弧式鑽孔模式之半徑。
- 起始角度:圓弧式鑽孔模式之加工起始角度。
- 角度差:相鄰兩孔位間的角度。
- 數目:欲鑽之洞數。
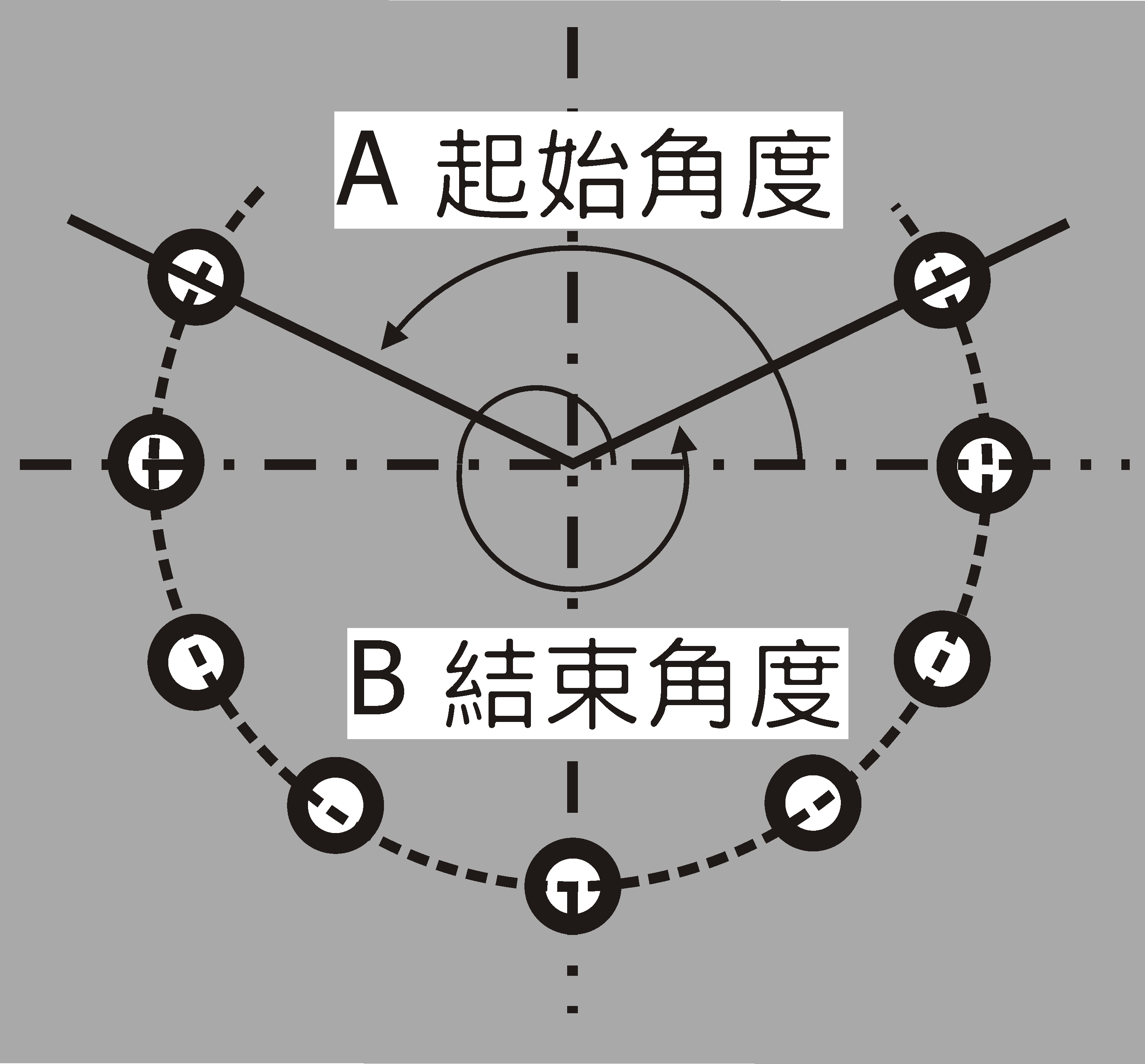
- 結束角度必須大於起始角度。以下圖為例,結束角度必須輸入 390°(即 360°+30°)來替代 30°。
- 如角度差、數目與結束角度都存在,則結束角度將被忽略。
- 進給深度:每次下挖的深度。
- 暫停時間:主軸加工至底部所停留之時間。
- 進給速度:切削速度,若先前已設定過,且不需更改其值,則不需輸入,系統將自動沿用上次之設定值。
- 完成圓弧式鑽孔模式後,刀具停在最後一個洞之位置上方的原起始高度處。
起始角度與結束角度示意圖