4.7.5 G74/G84: Tapping can cycle
Format:
G74 X_Y_Z_R_P_K_F_: Tapping cycle (Left hand)
G84 X_Y_Z_R_P_K_F_: Tapping cycle (Right hand)
Since the G74 command is used for left-hand tapping, it is necessary to reverse the spindle (M04) before executing the G74 command. When executing the G74 command, the tool is quickly positioned to the specified coordinate position X_Y_, and then quickly positioned to the reference height R_ point. Then, after tapping at the feed rate F_ to the hole seating position Z_, the spindle changes to the positive rotation and simultaneously to the Z axis. The positive direction retracts to the reference height R_ point, and the spindle reverts to the original reversal after retracting to the R_ point.
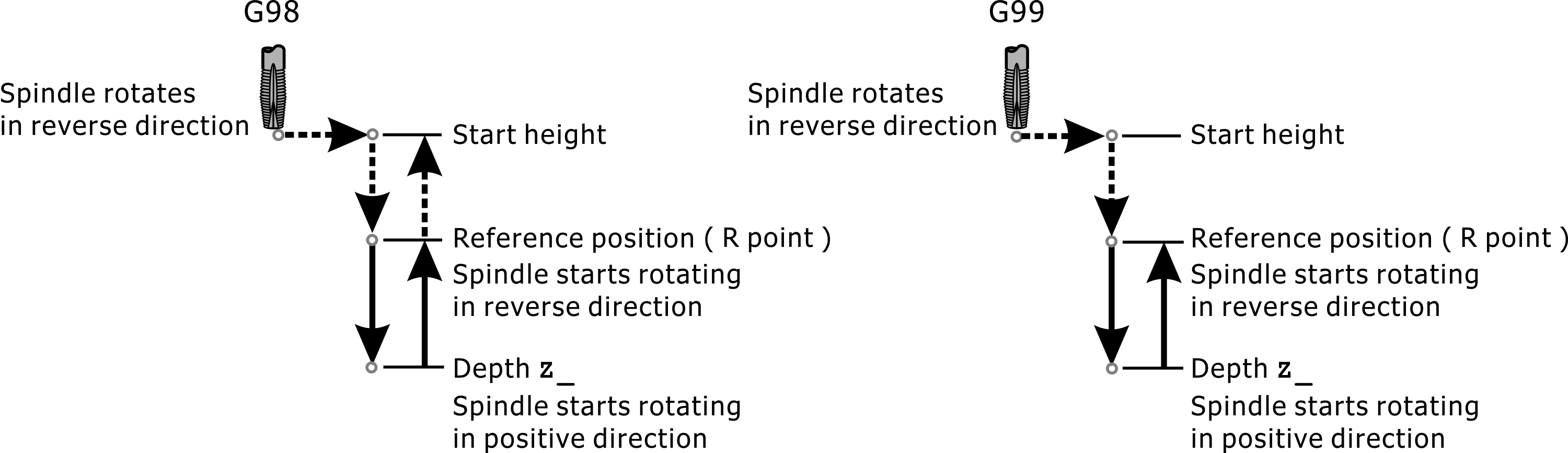
G74: Tapping Cycle (Left-Hand)
The G84 command is used for right-handed tapping. Therefore, the spindle must be rotated forward (M03) before executing the G84 command. When executing the G84 command, the tool is quickly positioned to the specified coordinate position X_Y_, and then quickly positioned at the reference height R_. Then, after tapping at the feed rate F_ to the hole seat position Z_, the spindle is reversed and simultaneously to the Z axis. The positive direction retracts to the reference height R_ point, and the spindle returns to the original positive rotation after retracting to the R_ point.
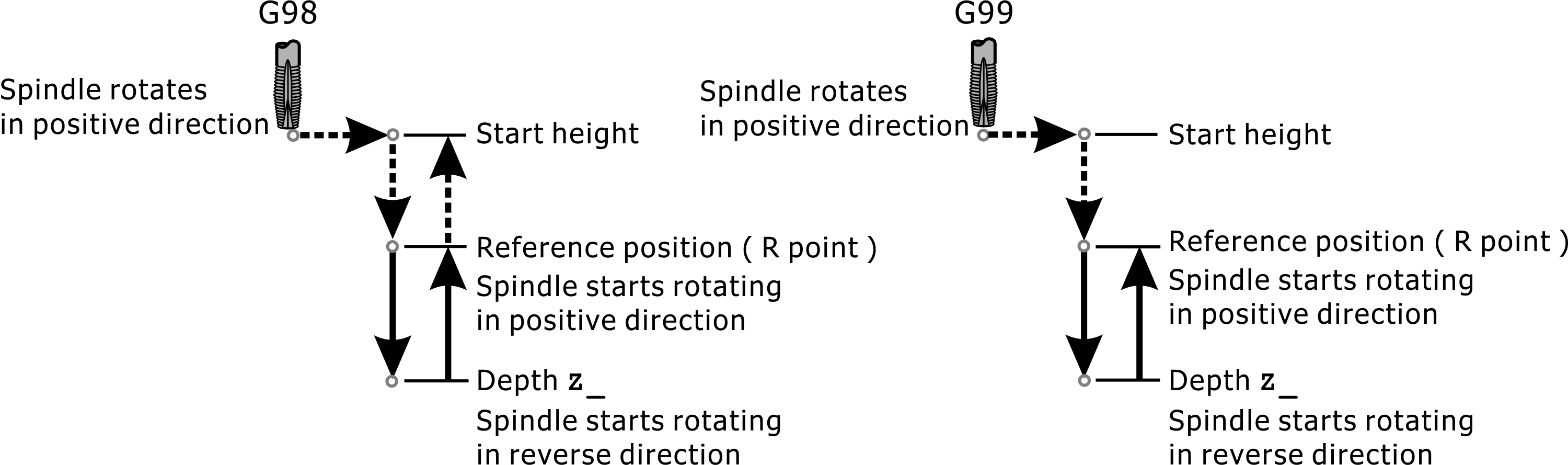
G84: Tapping Cycle (Right-Hand)
The Q value can be added to the G74/G84 command to perform drilling and tapping. The steps are as follows:
1. X, Y axis positioning.
2. Position the Z axis to the reference position R_ point.
3. Tap to depth of Q_ value and then return to reference position R_ point.
4. Tapping to 2Q_ depth, then back to reference position R_.
5. Tapping to 3Q_ depth, then back to reference position R_.
6. According to this order tapping to the depth of demand.