4.7.4.4 G89: Boring Cycle with Dwell
Format:
G89 X_Y_Z_R_P_K_F_
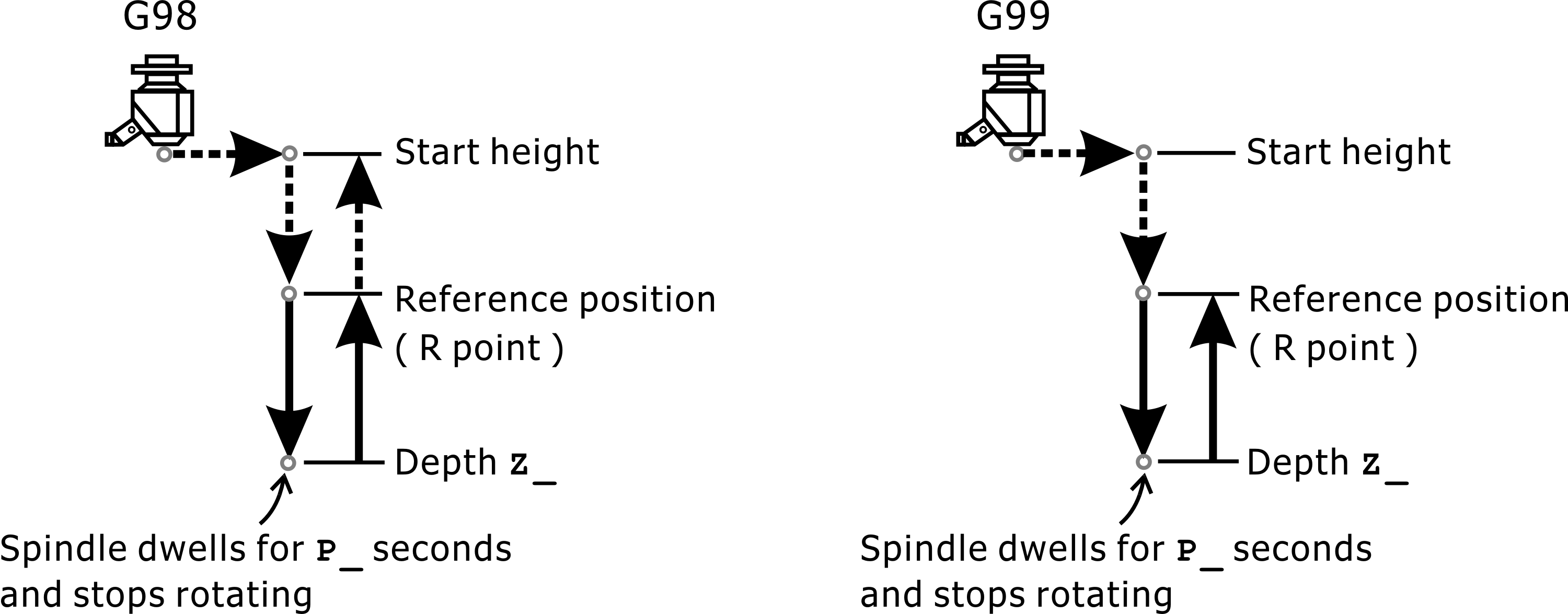
When G89 command is executed, the spindle will feed back to the reference height R_ at the feed speed F_ after machining to the Z_ value depth of the program and dwell for P_ seconds. In this case, if the G98 mode is used, the spindle will quickly go to the original starting height again, otherwise it stops moving.
G89: Boring Cycle with Dwell