3.7 Manual Input Source
This dialog box provide machine manufacture absolute control over the signal source, including: JOG and INC, Feedrate Override, G00 Speed Override, Jog Speed Override, INC and WHEEL Step, WHEEL Axis Selection, Manual Mode Selection, Cycle Start & Feed Hold. Change can be made according to the button on the machine panel or the rotary switch.
Machine panel button or rotary switch can through I/O unit input, then through PLC set control. To use this button or rotary switch, must first within the dialog box make the choice, let something happen. If not chosen, it mean using the first control panel key for control, if choosing; if chosen it mean it is using the button upon the machine panel or rotary switch.
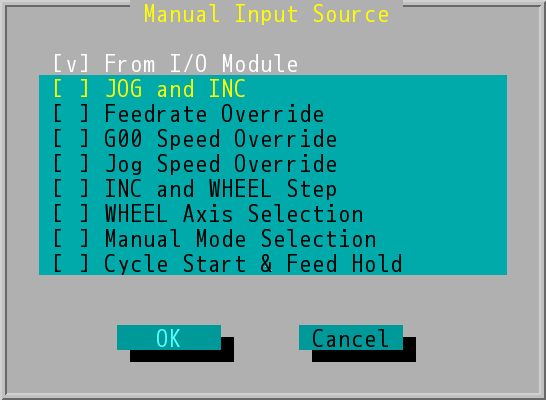
"Manual Input Source" Dialog Box
The plan of buttons and rotary switches on the machine panel was considered as below:
- JOG and INC: eight buttons (M84 CNC Controller): - X, + X, - Y, + Y, - Z, + Z, - A, + A.
- Feedrate Override: 16 stages rotary switch: 0 % ~ 150 % (each stage 10 %).
- G00 Speed Override: 4 stages rotary switch 100 %, 50 %, 25 %, 0 %.
- Jog Speed Override: 16 stages rotary switch: 0 % ~ 150 % (each stage 10 %).
- INC and WHEEL Step: 4 stages rotary switch: × 1, × 10, × 100, × 1000.
- WHEEL Axis Selection: 4 stages rotary switch (M84 CNC controller): X, Y, Z, A.
- Manual Mode Selection: 4 stages rotary switch: INC, Jog, Handwheel, Homing.
- Cycle Start & Feed Hold: Cycle Start and Feed Hold two singular buttons.
Note 1: |
G00 positioning speed override can be done through PLC's plc.vto4.bit.ghov0~plc.vto4.bit.ghov4 signal setting as 16 stages override 0 % ~ 150 %, detail please refer to INCON-M84/M86/M86R PLC Manual. |
Note 2: |
Each stage override comes with 1% function of G00 speed override, job speed override, feed speed override can be plan and start by PLC. The detail please refer to INCON-M84/M86/M86R PLC Manual. |