3.8 Pitch Error Table
After selected "Pitch Error Table", the axis selection will appear.
"Pitch Error Table" Axis Selection Menu (M84 Has 4 Axes, M86/M86R Have 6 Axes)
Selected one axis among X axis, Y axis, Z axis, A axis (B axis, C axis) then press ENTER, it will start the axis's axis pitch error compensation dialog box.
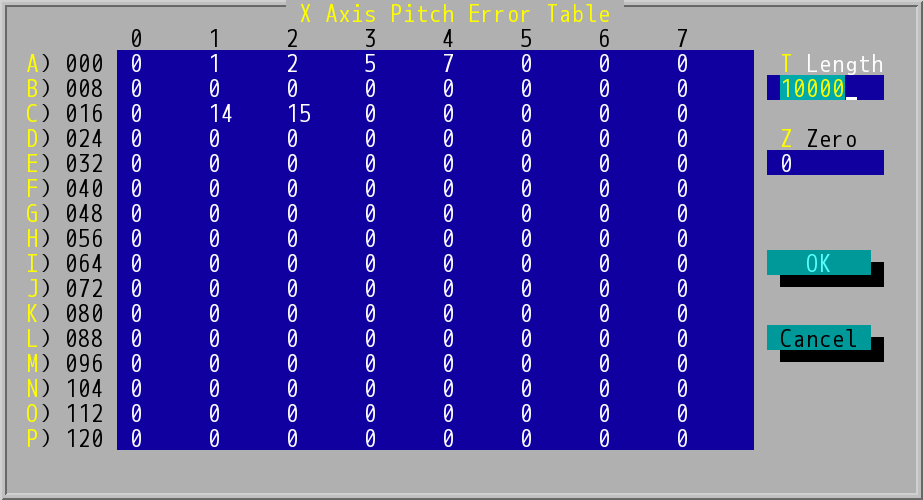
"Pitch Error Table - X Axis" Dialog Box
This dialog box provides the machine manufacture to set the pitch error of each axis, the meaning of each parameter is as below:
- Length: Unit is μm, as the length of each section when pitch error compensating. If the value is zero, then the pitch error compensation won't function. Each axis uses ball screw, based on the different level of precision, different screw would have some level of error, causing machine running likes snake when the CNC controller to send out straight line oblique order. This compensation table got 128 columns, if the ball screw is split into 128 sections, fill in the section length to section length column, then put pitch error value to pitch error compensation table according to actual value of pitch error. (positive and negative value and laser testing method, please refer to Backlash Measurement of Laser Instrument and Pitch Error Compensation). The backlash compensation can be set to a longer length. If the set value is greater than 60000, the actual section length is equal to 1000 × (set value - 60000). For example: setting 60100, the actual section length is 100000.
- Zero: Set at the section number of machine home position. Use to set machine home position located at the which section of 128 sections table (0~127), and fill 0 to the column of this section pitch error compensation. The larger number of column is positive direction of this axis.
- Compensation value: Unit as μm. This is pitch error compensation value of this section.
INCON-M84/M86/M86R system can compensate the pitch error cause by screw similar feed device. CNC controller at most can let its traverse split into 128 sections. For measurement convenient, first set the length of each section to cover all the traverse of the axis. Then set machine homing located section. If length value is zero, the pitch error compensation will not be used.
Compensation value is the differentiation of the machine position before compensation and measurement position. For example: If each section length is 10000, the machine home is set at section 0. Then 10.000 mm and 20.000 mm measurement will be 10.010 and 20.018, under absolute value mode, should enter 10 in section 1, 18 in section 2. If it is increase mode, the first section should enter 10, the second section should enter 8.
Note: |
Details in regards to the pitch error compensation, please refer to Backlash Measurement of Laser Instrument and Pitch Error Compensation. |